






粗镗刀应用于孔的半精加工。常用的粗镗刀按结构可分为单刃和双刃,根据不同的加工场合,也有通孔专用镗刀和盲孔加工镗刀。
一般单刃粗镗刀(如图所示为不同形式的单刃镗刀)结构简单、制造方便、通用性很强。但是这种刀具刚性较差,易引起振动,镗孔尺寸调节不方便,生产效率低,对工人技术要求较高。为了是镗刀头在镗杆内有较大的安装长度,并具有足够的位置压紧螺钉和调节螺钉,在镗盲孔或阶梯孔时,镗刀头在刀杆上的安装斜角一般取45°。镗通孔时取0°,以便于镗杆的制造。通常通孔镗刀压紧螺钉从镗杆的端面来压紧镗刀头,盲孔镗刀则从侧面压紧镗刀头。
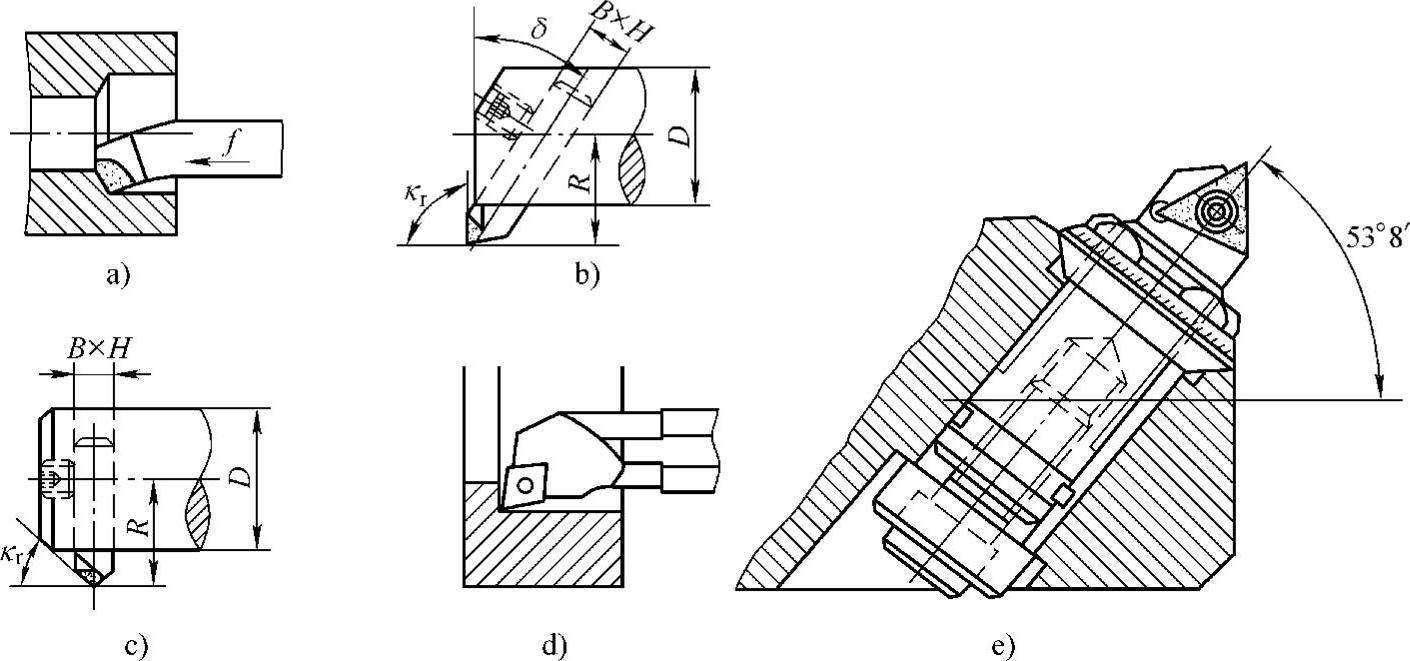
不同形式的单刃镗刀
a)整体焊接式镗刀 b)机夹式盲孔镗刀 c)机夹式通孔镗刀 d)可转位式镗刀 e)微调镗刀
可调式双刃粗镗刀(见下图)两端都有切削刃,切削时受力均匀可消除径向力对镗杆的影响,通过各类调整可发挥不同的作用,如将一个刃调小后可做单刃镗孔,在刀夹下加垫片可做不同台阶刃镗孔,镗孔范围可达ϕ25~450mm。可调式双刃粗镗刀最适合在各类型的加工中心或数控铣床上面使用。通常为模块式,加工深度可配合延长杆延伸至所需长度。
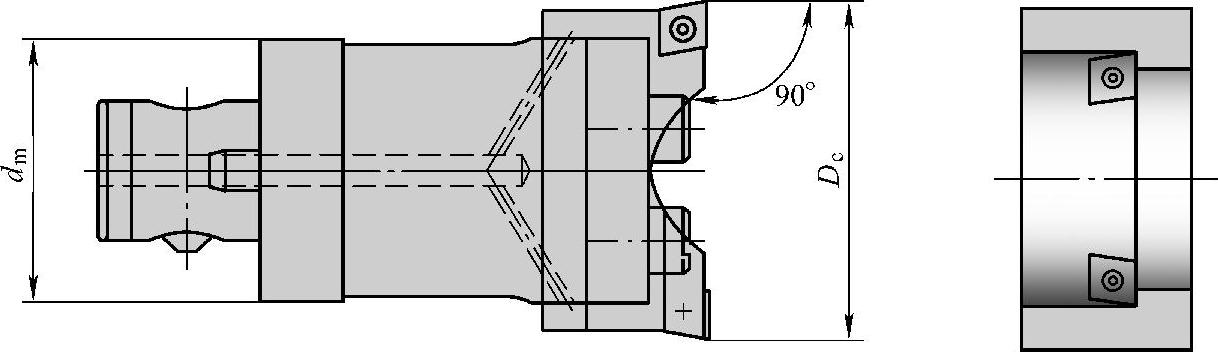
双刃粗镗刀
镗刀的刚性差,切削时易引起振动,所以镗刀的主偏角选得较大,以减小径向力FP。镗铸件孔或精镗时,一般取κr=90°;粗镗钢件孔时,取κr=60°~75°,以提高刀具的耐用度。为避免工件材质不均等原因造成扎刀现象以及使刀头底面有足够支承面积,往往需要使镗刀刀尖高于工件中心Δh值,一般取Δh=1/20D(工件孔径)或更大一些,使切削时镗刀的工作前角减小,工作后角增大,所以在选择镗刀头的前、后角时,要相应地增大前角,减小后角。


 客服1
客服1 