






单刃外排屑深孔钻因最初用于加工枪管,故又名枪钻,主要用来加工直径为3~20mm的小孔,孔深与直径之比可超过100。加工出的孔精度为IT8~IT10,加工表面粗糙度Ra3.2~0.8μm,孔的直线性也比较好。
如图1所示,单刃外排屑深孔钻工作时,切削液以高压(3.4~9.8MPa)从钻杆和切削部分的进油孔送入切削区以冷却、润滑钻头,并把切屑经钻杆与切削部分的V形槽冲刷出来,即切削液由钻杆中注入,切屑有钻杆外冲出,故称外排屑。
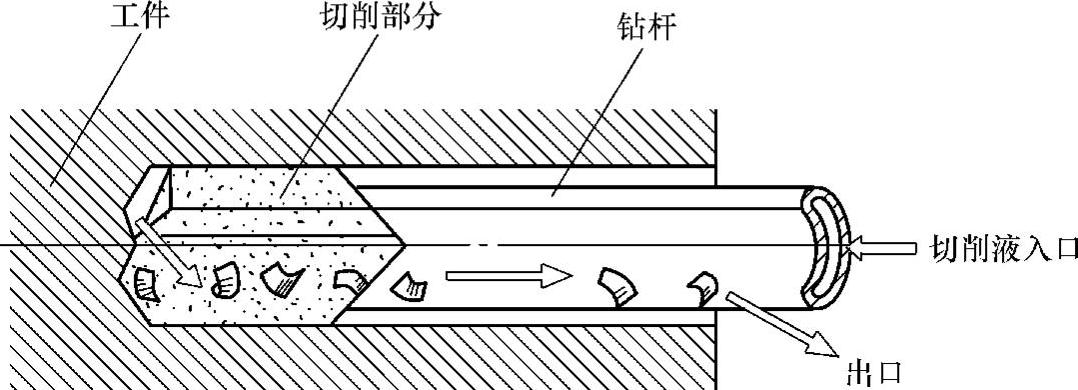
图1 枪钻工作原理
切削部分和钻杆二者一般是焊接起来的。钻杆通常是用无缝钢管轧出V形排屑沟槽。在保证钻杆足够强度和刚度的条件下,钻杆内径尽可能取大一些,以利切削部分的冷却润滑及排屑通畅。为避免钻杆与孔壁或钻套摩擦,钻杆外径应略小于钻头外径0.5~1mm。切削部分可用高速钢或硬质合金制成。
单刃外排屑深孔钻切削部分最大特点是没有横刃,仅在轴线一侧有切削刃。切削刃又分为内、外刃,其主偏角为κr1、κr2(见图2),钻尖偏离轴心线距离e。在加工过程中作用在外刃的径向力大于作用在内刃的径向力,使钻头在钻削过程中径向合力能始终作用于待加工表面,同时保证钻头紧贴向支承面较大的一面,以保证加工孔的直线性(见图3)。
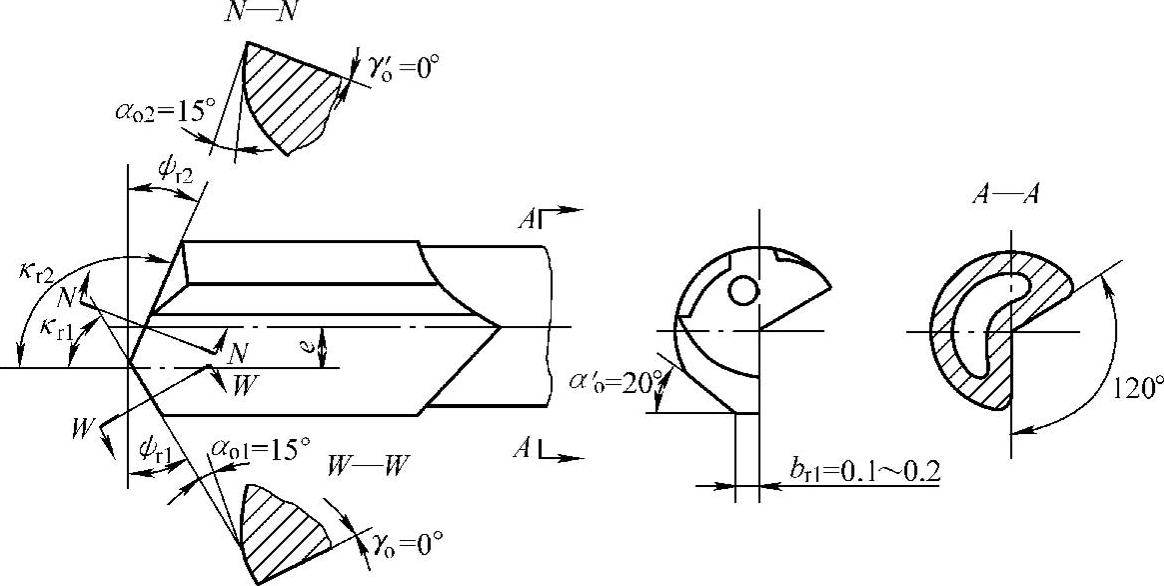
图2 单刃外排屑深孔钻
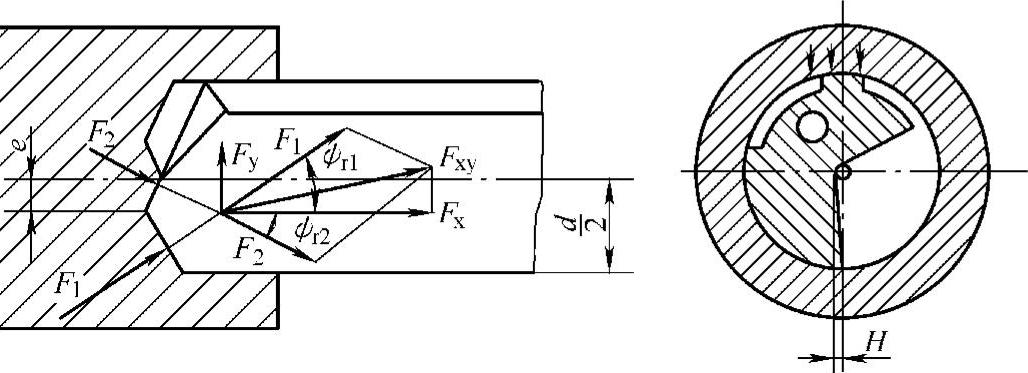
图3 单刃外排屑深孔钻受力分析与切削导向心柱


 客服1
客服1 