






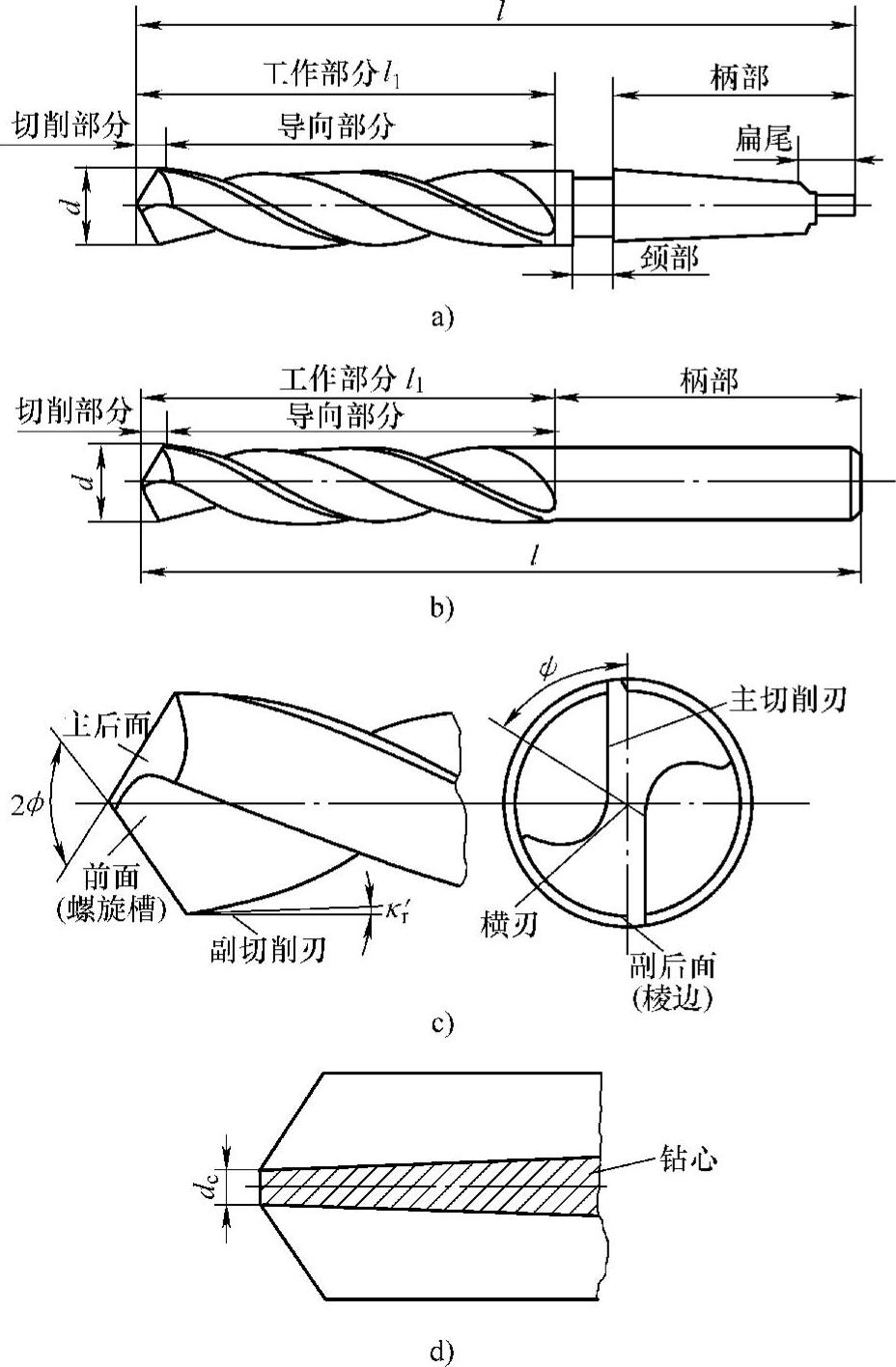
标准锥柄高速钢麻花钻由以下三部分组成,如图a所示。
(1)工作部分 工作部分又分为切削部分与导向部分。切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工件孔后起导向作用,也是切削部分的备磨部分。为了提高钻头的刚性与强度,其工作部分的钻心直径dc向柄部方向递增,每100mm长度上钻心直径的递增量为1.4~2mm(见图d)。
麻花钻的切削部分由两个前面、后面、副后面(临近主切削刃的棱带)、主切削刃、副切削刃及一个横刃组成(图c)。
高速钢麻花钻
a)标准锥柄高速钢麻花钻结构组成 b)直柄麻花钻结构组成 c)麻花钻切削部分组成 d)钻心直径
1)前刀面:毗邻切削刃,是起排屑和容屑作用的螺旋槽表面。
2)后刀面:位于工作部分前端,与工件加工表面(即孔底的锥面)相对的表面,其形状由刃磨方法决定,在麻花钻上一般为螺旋圆锥面。
3)主切削刃:前刀面与后刀面的交线。由于麻花钻前刀面与后刀面各有两个,所以主切削刃也有两条。
4)横刃:两个后刀面相交所形成的刀刃。它位于切削部分的最前端,切削被加工孔的中心部分。
5)副切削刃:麻花钻前端外圆棱边与螺旋槽的交线。
6)刀尖:两条主切削刃与副切削刃相交的交点。
(2)柄部 柄部是钻头的夹持部分,并用来传递扭矩。柄部分直柄与锥柄两种,小直径钻头用圆柱柄,直径在12mm以上的均做成莫氏锥柄。锥柄端部制出扁尾,插到钻套中的腰形孔中,可用楔铁将钻头从钻套中击出。
(3)颈部 颈部位于工作部分与柄部之间,用于磨削柄部时退砂轮,也是钻头打标记的地方。为了制造方便,直柄麻花钻一般不制有颈部(见图b)。


 客服1
客服1 