






(1)基面Pr与切削平面Ps
1)基面:主切削刃上任意点的基面,即通过该点,垂直于该点切削速度方向的平面。主切削刃上各点因其切削速度方向不同,基面位置也不同(见图1a)。不难看出,基面总是包含钻头轴线的平面。
2)切削平面:主切削刃上任意点的切削平面,是包含该点切削速度方向,而又切于该点加工表面的平面。同样,由于主切削刃上各点的切削速度方向不同,切削平面位置也不同。图1b所示为钻头切削部分最外缘A点的基面与切削平面。
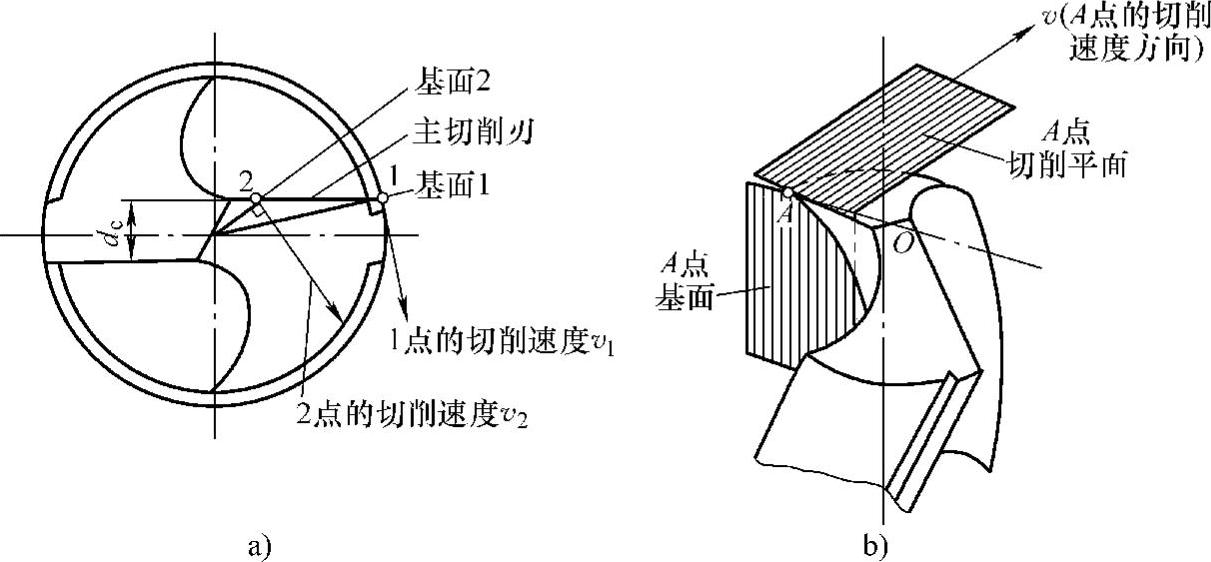
图1 麻花钻的基面与切削平面
a)基面 b)切削平面
(2)螺旋角β 钻头刃带棱边螺旋线展开成直线后与钻头轴线的夹角,它相当于副切削刃刃倾角,如图2所示。
tanβ=πd/P
式中 P——螺旋槽导程,mm;
d——钻头外径,mm。
麻花钻螺旋角一般为25°~32°。增大螺旋角有利于排屑,能获得较大前角,使切削轻快,但钻头刚性变差。小直径钻头,为提高钻头刚性,螺旋角β可取小一些。钻软材料、铝合金时,为改善排屑效果,β角可取大一些。图2中βx为切削刃上x点的螺旋角,rx为该点到中心的距离。
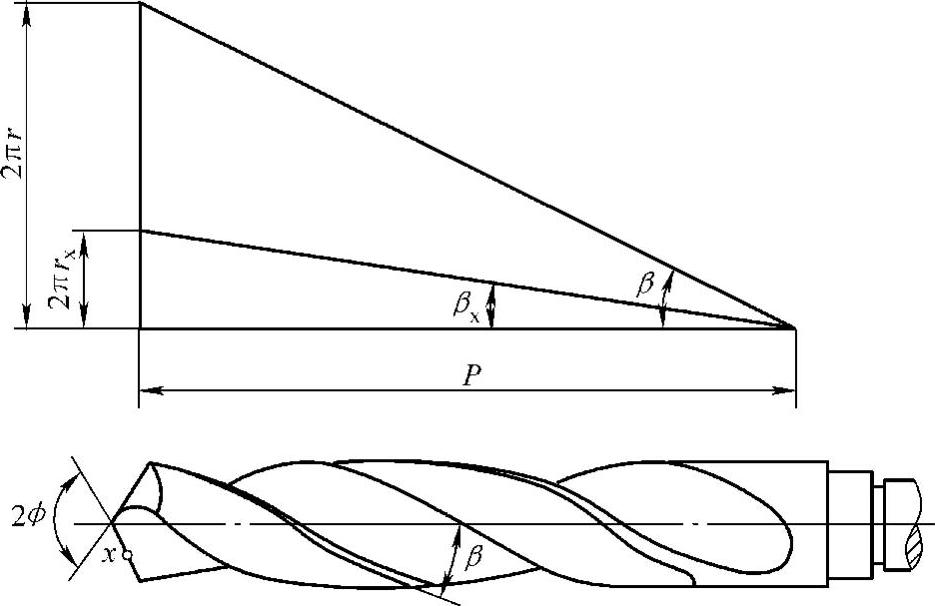
图2 麻花钻的螺旋角和顶角
(3)顶角2ϕ 它是两主切削刃在其平行的平面上投影的夹角(见图2),顶角越小,主切削刃越长,切削宽度增加,轴向力减小,对钻头的轴向稳定性有效。但减少顶角会使钻尖强度减弱,切屑变形增大,导致扭矩的增加。标准麻花钻的顶角2ϕ约为118°。
(4)刃倾角λs与端面刃倾角λt 由于麻花钻的主削刃不通过钻头轴线,从而形成刃倾角λs。它是在切削平面内主切削刃与基面之间的夹角,因为主切削刃上各点基面与切削平面位置不同,因此刃倾角也是变化的。图3的Ps向视图中表示出主切削刃上最外缘处的刃倾角。
麻花钻主切削刃上任意点的端面刃倾角λt,是该点的基面与主切削刃在端面投影中的夹角。由于主切削刃上各点的基面不同,因此各点的端面刃倾角也不相等,外缘处最小,越接近钻芯越大。
(5)主偏角 麻花钻主切削刃上某点的主偏角是该点基面上主切削刃的投影与钻头进给方向之间的夹角。由于主切削刃上各点的基面不同,各点的主偏角也随之改变。主切削刃上各点的主偏角是变化的,外缘处大,钻心处小。
(6)前角γo 麻花钻主切削刃上任意一点y的前角γoy是在主剖面(图3中Poy-Poy剖面)测量的前面与基面之间的夹角,前角是由螺旋角形成的。麻花钻主切削刃各点前角变化很大,从外缘到钻芯,前角由30°减到-30°。
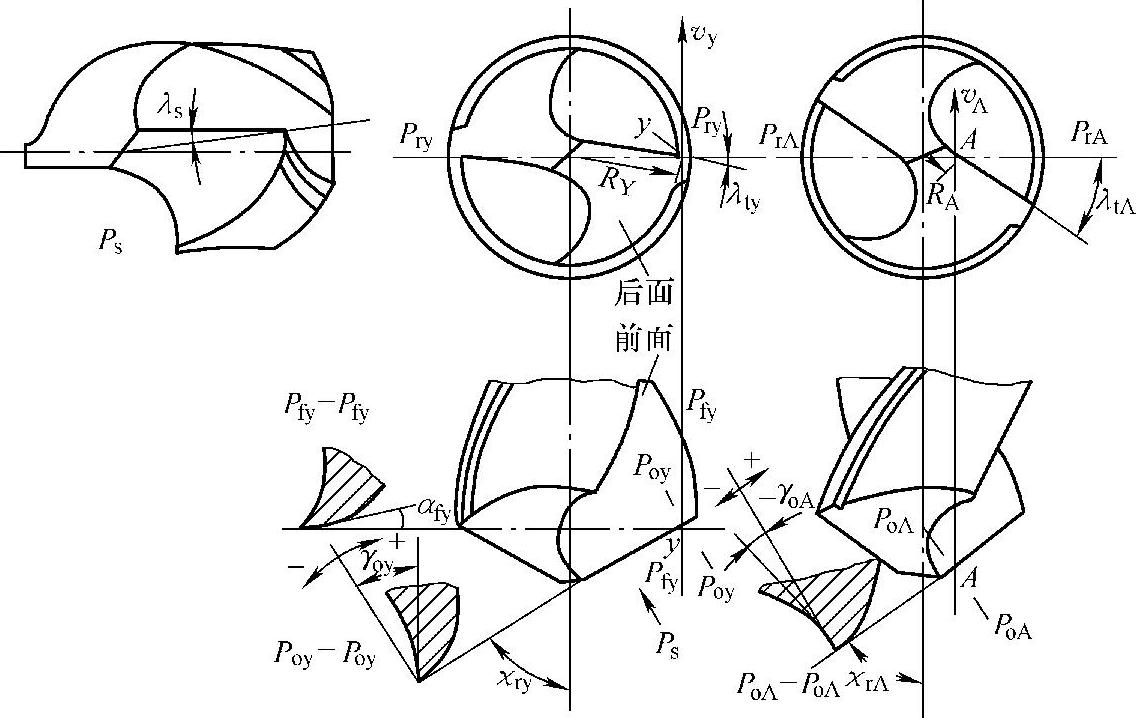
图3 麻花钻的刃倾角、主偏角和前角
(7)后角αf 麻花钻主切削刃上任意一点y的后角αfy是在以钻头轴线为轴心线的圆柱面的切平面上测量的,如图4所示。这是由于主切削刃在进行切削时做圆周运动,进给后角能够反映钻头后面与加工表面之间的摩擦关系,同时也方便测量。
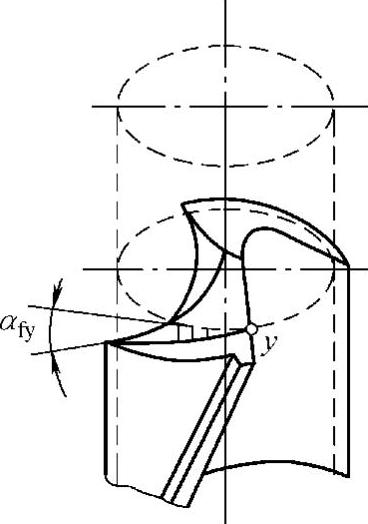
图4 麻花钻的后角
(8)横刃角度 横刃是两个主后面的相交线(见图5)。bψ为横刃长度;在端面投影上,横刃与主切削刃之间的夹角为横刃斜角ψ,标准麻花钻的横刃斜角ψ=50°~55°。当后角磨得偏大时,横刃斜角减小,横刃长度增大。因此,在刃磨麻花钻时,可以观察ψ角的大小来判断后角是否磨得合适。
横刃是通过钻头中心的,并且它在钻头端面上的投影为一条直线,因此横刃上各点的基面是相同的。从横刃上任一点的主剖面O-O可以看出,横刃前角γoψ为负值(标准麻花钻的γoψ=-(54°~60°),横刃后角αoψ≈90°-γoψ(标准麻花钻的αoψ=30°~36°)。由于横刃具有很大的负前角,钻削时横刃处发生严重的挤压而造成很大的轴向力。通常横刃的轴向力约占全部轴向力的1/2以上。ψ角越小,轴向力越大。由于横刃处切削条件很差,对加工工件孔的尺寸精度有较大影响。
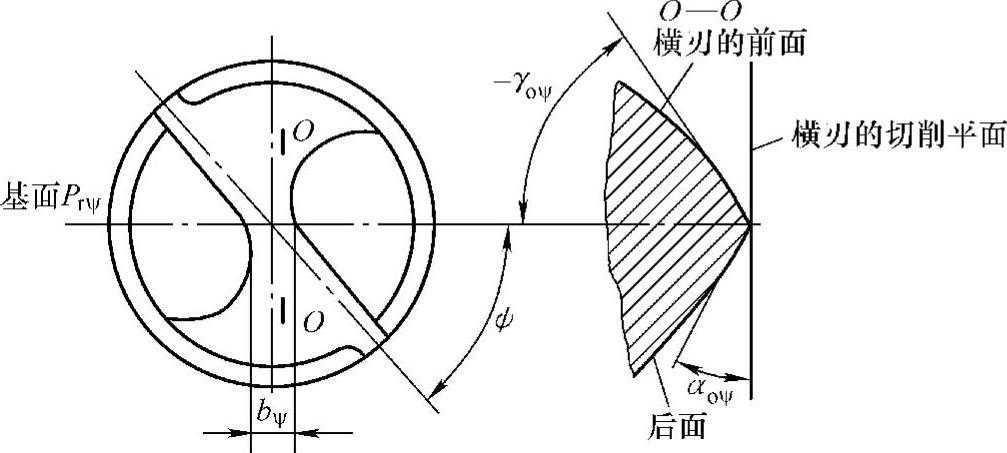
图5 麻花钻的横刃角度


 客服1
客服1 