






(1)铰刀 铰刀是孔的精加工刀具,也可用于高精度孔的半精加工。由于铰刀齿数多,槽底直径大,其导向性及刚度好,而且铰刀的加工余量小,制造精度高、结构完善,所以铰孔的加工精度一般可达IT6~IT8级,表面粗糙度值Ra可达1.6~0.2μm。铰孔操作方便,生产率高,而且也容易获得高质量的孔,所以在中小孔生产中应用极为广泛。
(2)镗刀 镗刀是一种很常见的扩孔用刀具,在许多机床上都可以用镗刀镗孔(如车床、铣床、镗床及组合机床等)。镗孔的加工精度可达IT6~IT8,加工表面粗糙度Ra可达6.3~0.8μm,常用于较大直径孔的粗加工、半精加工和精加工。根据镗刀的结构特点及使用方式,可分为单刃镗刀和双刃镗刀。
(3)扩孔钻 扩孔钻通常用于铰或磨前的预加工或毛坯孔的扩大,其外形与麻花钻相类似。扩孔钻通常有三四个刃带,没有横刃,前角和后角沿切削刃的变化小,故加工时导向效果好,轴向抗力小,切削条件优于钻头。
另外,扩孔钻主切削刃较短,容屑槽浅;刀齿数目多,钻心粗壮,刚度强,切削过程平稳,再加上扩孔余量小。因此,扩孔时可采用较大的切削用量,而其加工质量却比麻花钻好。一般加工精度可达IT10~IT11,表面粗糙度Ra可达6.3~3.2μm。常见的结构型式有高速钢整体式(见图1)、镶齿套式或硬质合金可转位式(见图2)。
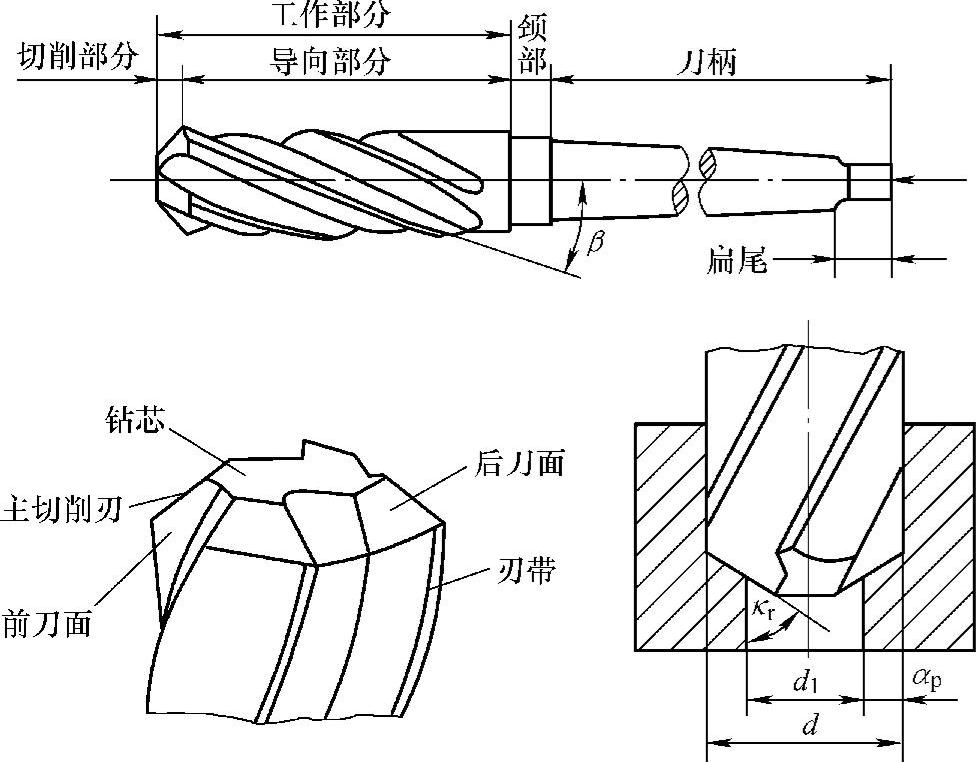
图1 高速钢锥柄扩孔钻
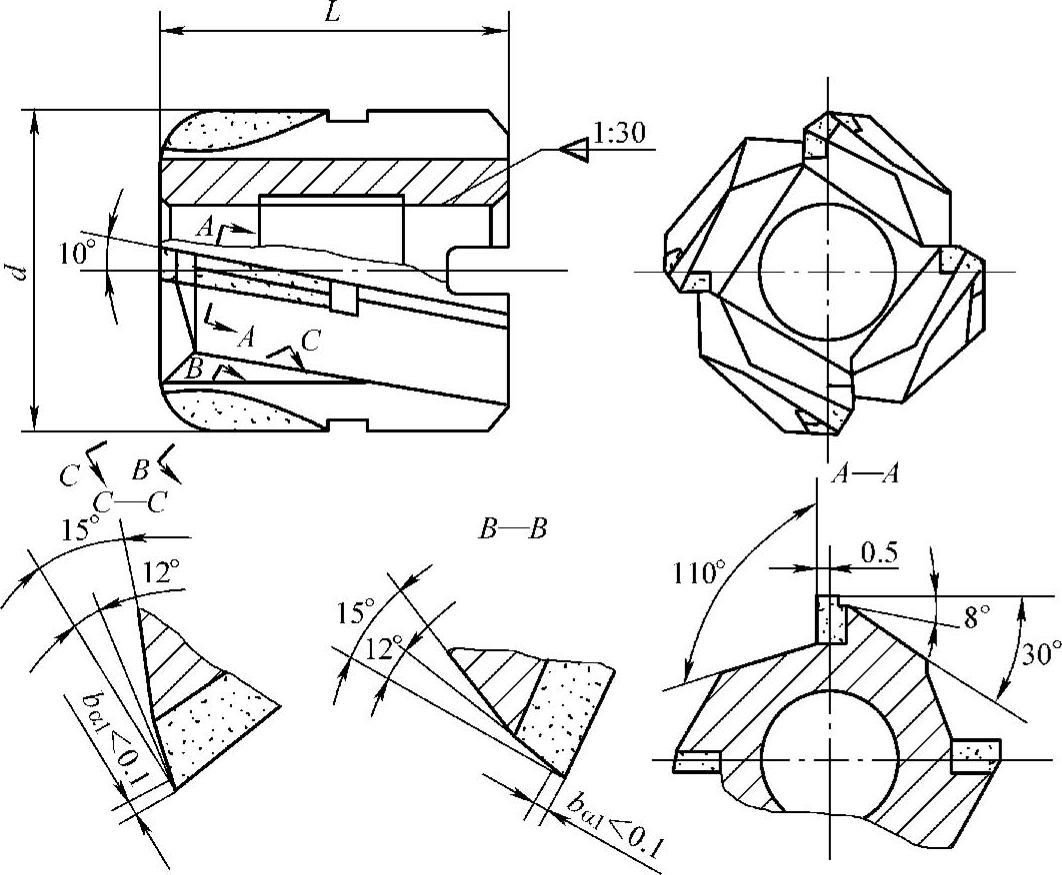
图2 镶焊硬质合金刀片的套式扩孔钻
(4)锪钻 锪钻用于在孔的端面上加工圆柱形沉头孔(见图3a)、加工锥形沉头孔(见图3b和c)。锪钻上的定位导向柱用来保证被锪的孔或端面与原来的孔有一定的同轴度和垂直度。导向柱可以拆卸,以便制造锪钻的端面齿。锪钻可制成高速钢整体结构或硬质合金镶齿结构。
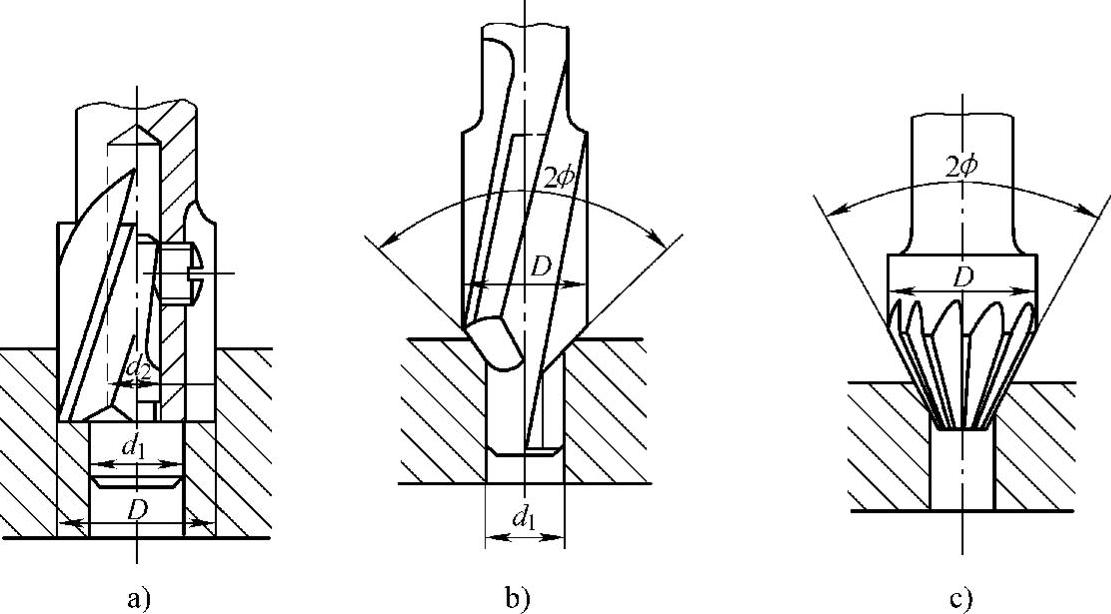
图3 锪钻
a)带导柱平底锪钻 b)带导柱锥面锪钻 c)不带导柱锥面锪钻


 客服1
客服1 