






(1)麻花钻 麻花钻是孔加工刀具中应用最为广泛的刀具,特别适合于直径小于30mm的孔的粗加工,直径大一点的也可用于扩孔。麻花钻按其制造材料不同可分为高速钢麻花钻和硬质合金麻花钻。而在钻孔中以高速钢麻花钻为主。
(2)中心钻 中心钻主要用于加工轴类零件的中心孔,根据其结构特点分为无护锥中心钻和带护锥中心钻两种。钻孔前,先打中心孔,有利于钻头的导向,防止孔的偏斜。
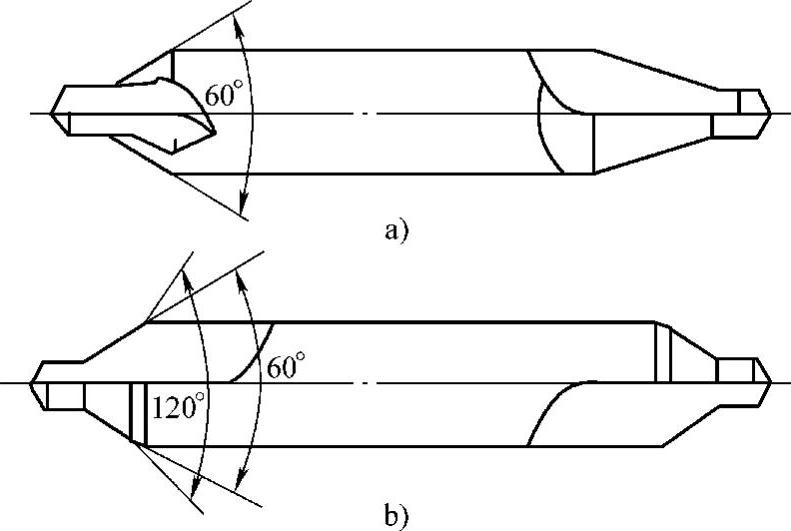
中心钻
a)无护锥中心钻 b)带护锥中心钻
(3)深孔钻 深孔钻一般用来加工深度与直径之比值较大的孔,由于切削液不易到达切削区域,刀具的冷却散热条件差,切削温度高,刀具耐用度降低,再加上刀具细长,刚度较差,钻孔时容易发生引偏和振动。因此为保证深孔加工质量和深孔钻的耐用度,深孔钻在结构上必须解决断屑排屑、冷却润滑和导向三个问题。


 客服1
客服1 