






刀片密度的选择 刀片密度是指每英寸直径所含的刀片数。刀片密度的选择主要考虑铣刀有足够的容屑空间,容屑空间太小将导致憋屑,损坏刀刃并可能损坏工件。然而,刀片又应有足够的密度,以保证在切削期间至少有一个刀片在切削。如果不能保证这一点,则会引起剧烈的冲击,这将导致刀刃的破裂、刀具的损坏和机床的超负荷。
可转位面铣刀有粗齿、细齿和密齿三种。粗齿铣刀容屑空间较大,常用于粗铣钢件或者能产生连续切屑的软材料的铣削;粗铣带断续表面的铸件和在平稳条件下铣削钢件时,可选用细齿铣刀。密齿铣刀的每齿进给量较小,主要用于加工薄壁铸件。
刀具角度的选择 刀片切削角度可以相对径向平面和轴向平面定位成正前角、负前角和零前角,如图所示。由于零前角会引起整个切削刃同时与工件冲击,故一般不采用。
径向和轴向前角的组合决定了切削角。常用的基本组合包括:径向负前角和轴向负前角;径向正前角和轴向正前角;径向负前角和轴向正前角及径向正前角和轴向负前角。
轴向和径向前角均为负值(下简称“双负”)的刀具习惯上用于铸铁和铸钢的粗加工,但要求机床功率和刚性足够。“双负”的刀片其切削刃强度最好,能经受大切削载荷和相当的切削力。这种由于负的角度而加大的切削力将增加功率的消耗。双负的刀具还需要机床、工件和夹具有更好的刚性。
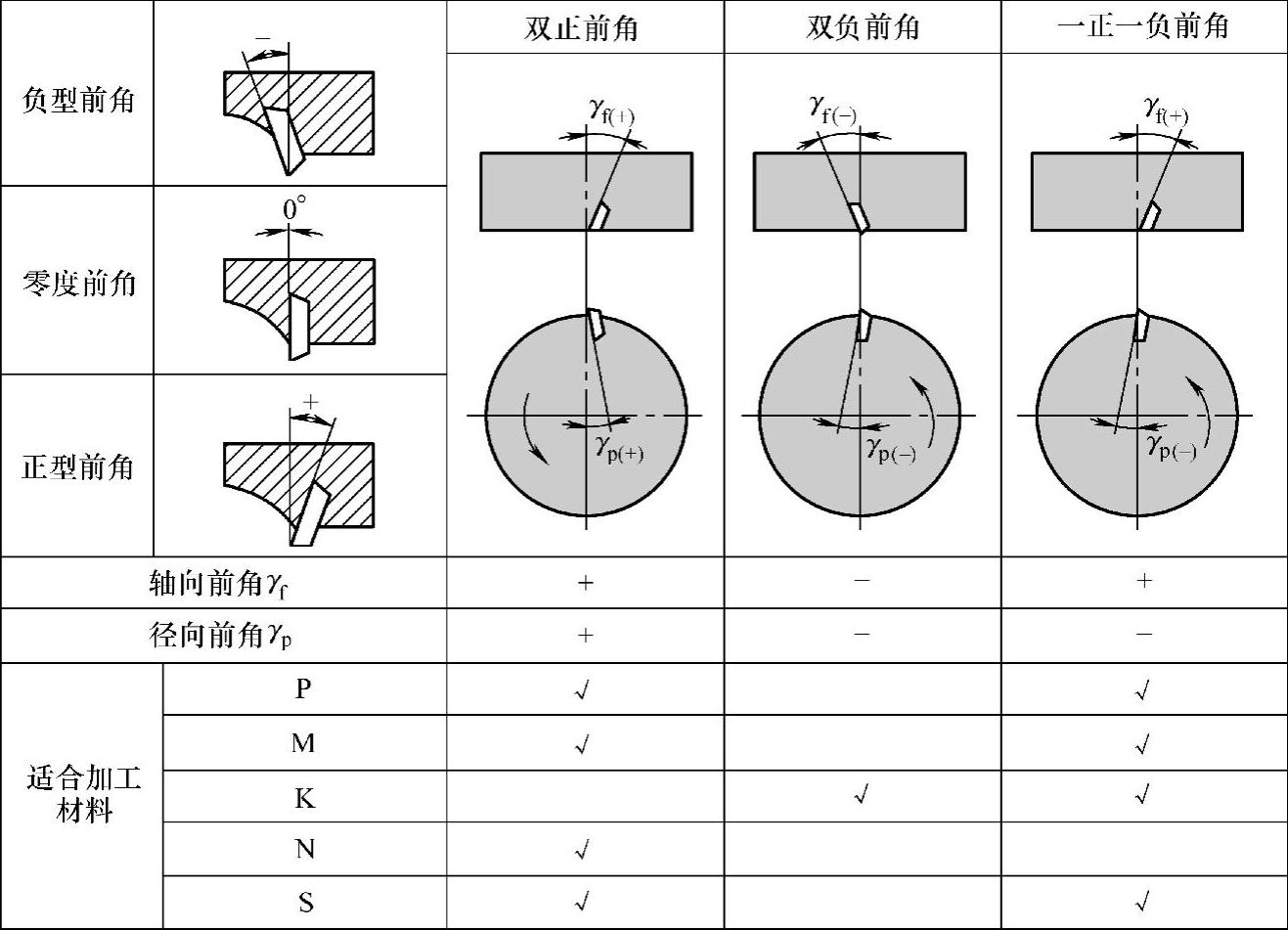
正前角、负前角和零前角
轴向、径向前角均为正(下简称“双正”)的刀具由于增加了切削角,因而切削加工效率最高,虽然强度上不及“双负”刀具,但进刀冲击、切削力却大大降低,对于陈旧、刚性不足及功率有限的机床,这是一种明智的选择。具有“双正”角度的刀片,对于加工有色金属材料、软材料及黏性不锈钢是最佳的选择。
径向负前角和轴向正前角的组合,综合了“双负”和“双正”的优点,负的径向前角提供了切削刃口的强度,而正的轴向前角有利于排屑和防止积屑瘤,同时还可把热量从工件表面和切削刃上带走。而径向正前角和轴向负前角组合,减少了机床功率消耗。


 客服1
客服1 