






面铣刀直径d应按铣削工件表面的宽度(即铣削宽度ae)来确定:
d=(1.1~1.6)ae
为了减少铣刀的规格,面铣刀直径应采用公比为1.25的标准系列,即d=50mm,63mm,80mm,100mm,125mm,160mm,200mm,250mm,315mm,400mm,500mm,630mm。根据铣削宽度ae确定的直径还应按上述标准数值选取。
为使加工效率最高,铣刀应有2/3的直径与工件接触,换而言之,铣刀直径等于被铣削宽度的1.5倍。顺铣时,使用这个刀具直径与切削宽度之比,将保证切入工件时有非常适合的角度。如果不能肯定机床是否有足够的功率来维持铣刀在这样的比例下切削,可以把轴向切削厚度分两次或多次完成,而尽可能保持铣刀直径与切削宽度的比值。对铣刀直径和铣削宽度关系的研究结果表明:
1)用很大直径(铣刀直径的大小是相对于铣削宽度ae而言的)铣刀进行顺铣是最好的方案,如图a所示。
2)用直径比铣削宽度稍大的铣刀进行对称铣是次好的方案,如图b所示。
3)用大直径铣刀进行对称铣是不好的方案,如图c所示。
4)用大直径铣刀进行逆铣是最差的方案,如图d所示。
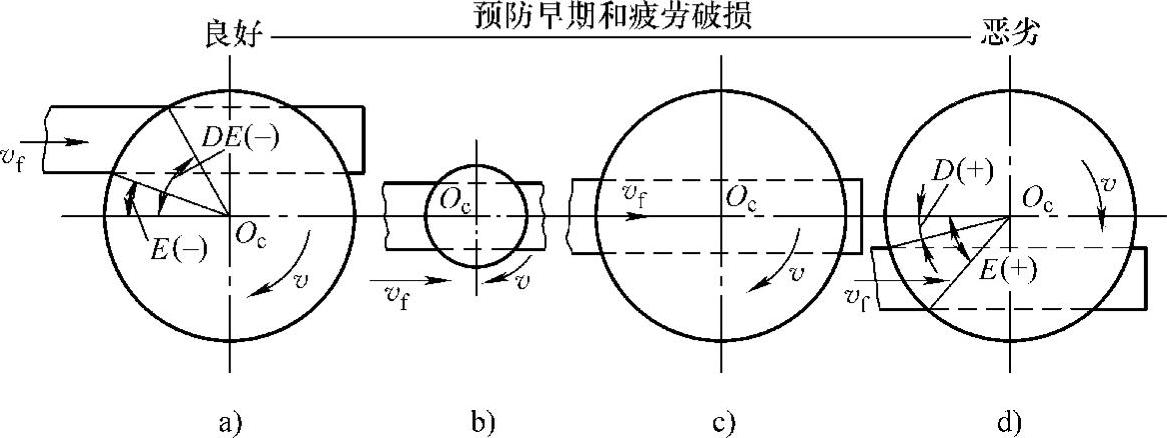
铣刀直径和铣削方式
a)大直径顺铣 b)对称铣 c)大直径对称铣 d)大直径逆铣


 客服1
客服1 