






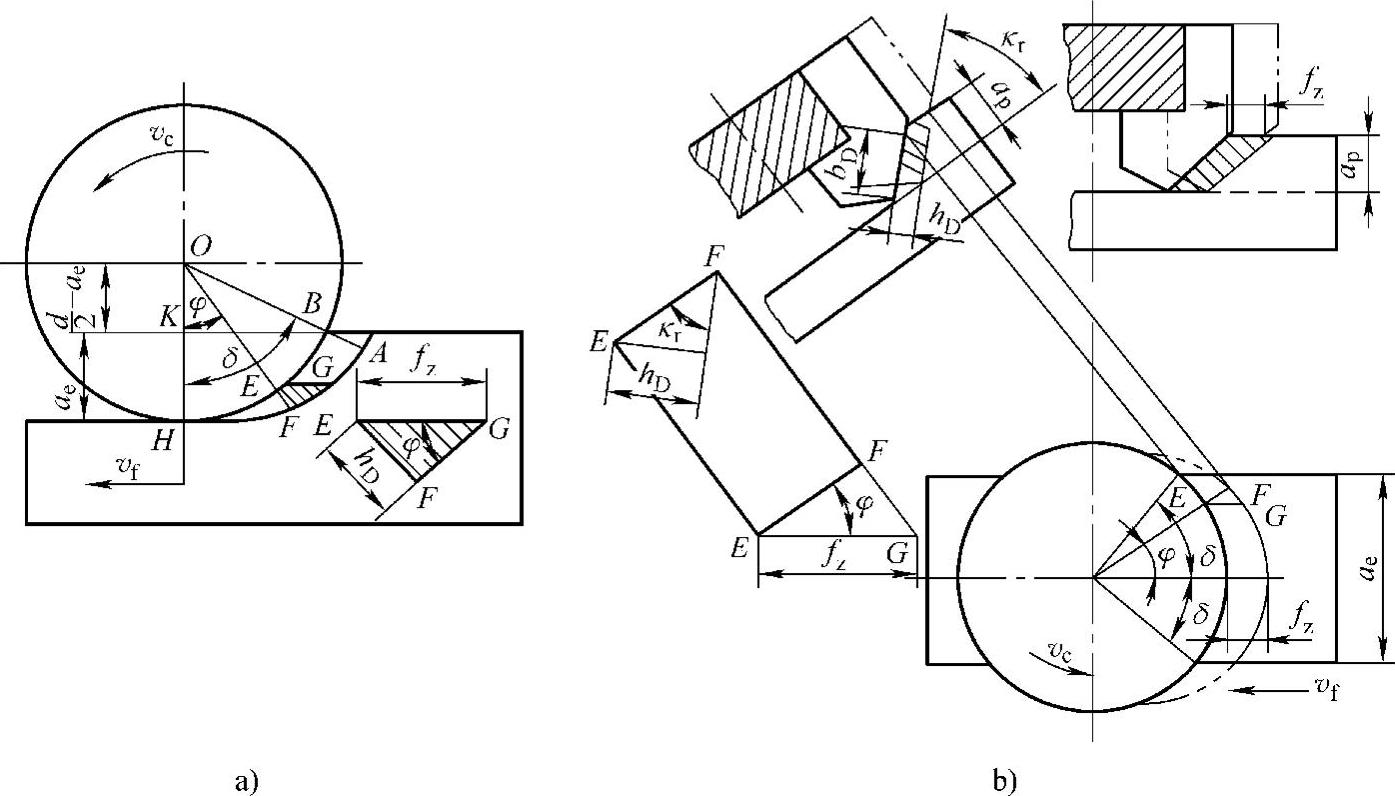
圆柱铣刀和面铣刀加工时切削层的形状如图所示。
切削层厚度hD是在基面内测量的相邻两个刀齿主切削刃运动轨迹之间的距离。圆周铣削和端面铣削的切削层厚度计算公式为
圆周铣削hD=fzsinφ (式1)
端铣hD=fzcosφsinκr (式2)
式中 κr——主偏角(°);
φ——刀齿回转位置角(°)。
从(式1)、(式2)可以看出,铣削时切削层厚度hD是随刀齿回转位置角φ,即刀齿位置的不同而变化的。圆周铣削时,刀齿在起始位置H点时,hD=0,为最小值;刀齿即将离开工件到达A点时,切削层厚度最大。端铣时,切削层厚度在刀齿刚切入工件时最小,中间位置最大,然后又逐渐减小。由于切削层厚度的不断变化,因此铣削加工过程切削力的波动比车削加工要大一些。
 加工时切削层的形状
加工时切削层的形状
a)圆周铣削 b)端铣


 客服1
客服1 