






铣刀种类繁多,但从铣削原理看又可以分为端铣和周铣两类,其典型刀具是面铣刀和圆柱平面铣刀。铣削用量包括下列四个要素,如图所示。
(1)铣削速度vc(m/min)铣削速度是指铣刀旋转时的线速度。
(2)进给量 铣削时的进给量有三种表示方法。
1)每转进给量f(mm/r)它是指铣刀每转一转时,工件相对于铣刀沿进给方向移动的距离。
2)每齿进给量fz(mm)它是指铣刀每转过一个齿的角度时,工件相对于铣刀沿进给方向移动的距离。
3)进给速度vf(mm/min)它是指每分钟工件相对于铣刀沿进给方向移动的距离。也就是铣床工作台的进给速度。
三种进给量之间的关系:vf=fn=fzzn
式中 n——铣刀转速,单位为r/min或r/s;
z——铣刀齿数。
每齿进给量根据刀齿的强度、切削层厚度、容屑情况进行选择。每转进给量与已加工表面粗糙度关系密切,精铣和半精铣时按每转进给量进行选择。由于数控铣床主运动和进给运动是由两个伺服电动机分别传动,它们之间没有内部联系。无论按每齿进给量fz,还是按每转进给量f选择,最后均得计算出进给速度vf。
(3)背吃刀量ap(mm)如图所示,它是平行于铣刀轴线方向度量的切削层尺寸。端铣时,ap为切削层深度;而圆周铣削时,ap为被加工表面的宽度。
(4)侧吃刀量ae(mm)它是垂直于铣刀轴线方向和进给方向度量的切削层尺寸。端铣时,ae为被加工表面宽度;而圆周铣削时,ae为切削层的深度。
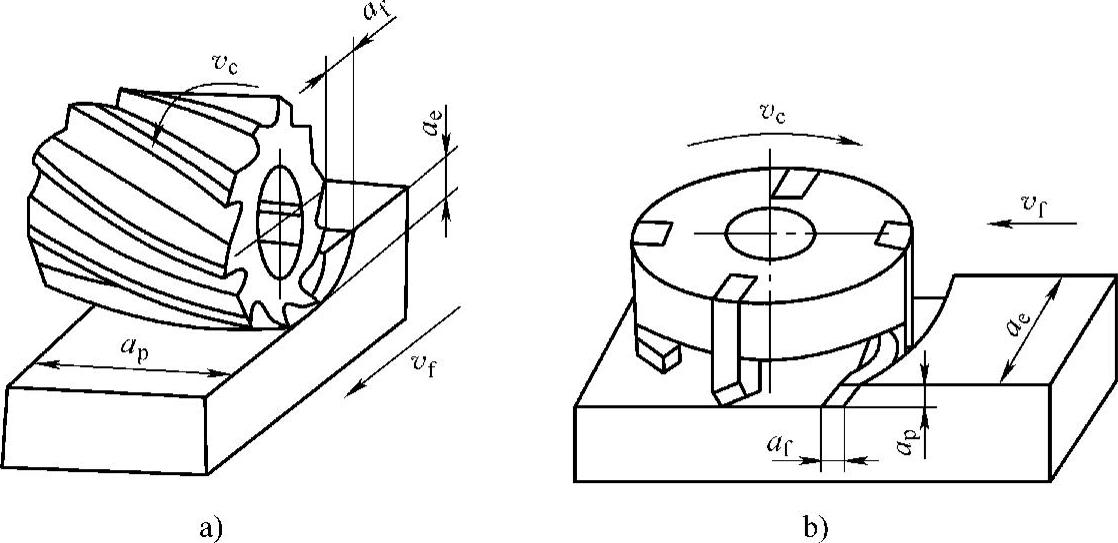 铣削用量四要素
铣削用量四要素
a)圆周铣削 b)端铣


 客服1
客服1 