






(1)圆周铣削方式 圆周铣削有两种铣削方式:逆铣和顺铣。
如图a所示,铣刀的旋转方向和工件的进给方向相反时称为逆铣,相同时称为顺铣,如图b所示。逆铣时,切削厚度从零逐渐增大。铣刀刃口有一钝圆半径rn,造成开始切削时前角为负值,刀齿在过渡表面上挤压、滑行,使工件表面产生严重冷硬层,并加剧了刀齿磨损。此外,当瞬时接触角大于一定数值后,进给力垂直分力向上,有抬起工件趋势。顺铣时,刀齿的切削厚度从最大开始,避免了挤压、滑行现象;并且进给力垂直分力始终压向工作台,有利于工件夹紧,可提高铣刀寿命和加工表面质量。
若在丝杠与螺母副中存在间隙情况下采用顺铣,当进给力Ff,逐渐增大,超过工作台摩擦力时,使工作台带动丝杆向左窜动,造成进给不均匀,严重时会使铣刀崩刃。逆铣时,由于进给力Ff作用,使丝杠与螺母传动面始终贴紧,故铣削过程较平稳。
(2)端铣方式 端铣时,根据面铣刀相对于工件安装位置不同,也可分为逆铣和顺铣。如图a所示,面铣刀轴线位于铣削弧长的中心位置,上面的顺铣部分等于下面的逆铣部分,称为对称端铣。图b中的逆铣部分大于顺铣部分,称为不对称逆铣。图c中的顺铣部分大于逆铣部分称为不对称顺铣。图中切入角δ与切离角δ1,凡位于逆铣一侧为正值,而位于顺铣一侧为负值。
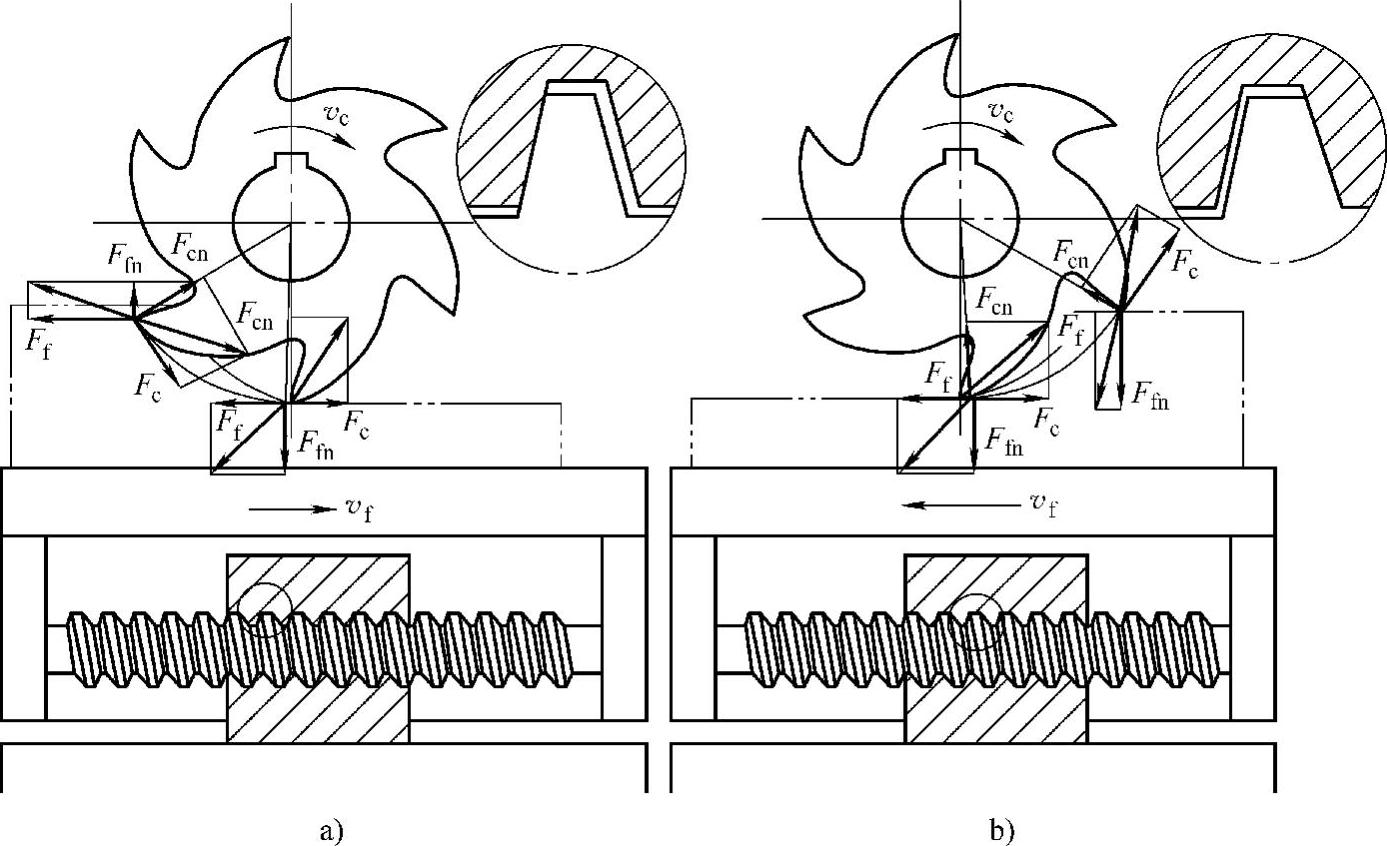
逆铣与顺铣
a)逆铣 b)顺铣

端铣时的顺铣与逆铣
a)对称端铣 b)不对称逆铣 c)不对称顺铣


 客服1
客服1 