






与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要刚性好、精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好,同时要求安装调整方便,这样来满足数控机床高效率的要求。数控车削中广泛采用机夹可转位刀具,它是提高数控加工生产率,保证产品质量的重要手段。
可转位车刀刀片种类繁多,使用最广的是菱形刀片,其次是三角形刀片、圆形刀片及切槽刀片。菱形刀片按其菱形锐角不同有80°(C型)、55°(D型)和35°(V型)三类。
80°菱形刀片在数控车床加工中最为常用,C型刀片与T型、S型相比,只需将刀片对称反装互为基准即可,安装与加工精度最高。D型和V型菱形刀片虽也可对称反装,安装与加工精度也高,但C型刀尖顶角为80°,相对刀头强度大、耐损伤、更易长期保持精度。
80°菱形刀片刀尖角大小适中,刀片既有较好的强度、散热性和耐用度,又能装配成主偏角略大于90°的刀具,用于端面、外圆、内孔、台阶的加工。同时,这种刀片的可夹固性好,可用刀片底面及非切削位置上的80°刀尖角的相邻两侧面定位,定位方式可靠,且刀尖位置精度仅与刀片本身的外形尺寸精度相关,转位精度较高,适合数控车削。35°菱形刀片因其刀尖角小,干涉现象少,多用于车削工件的复杂型面或开挖沟槽。
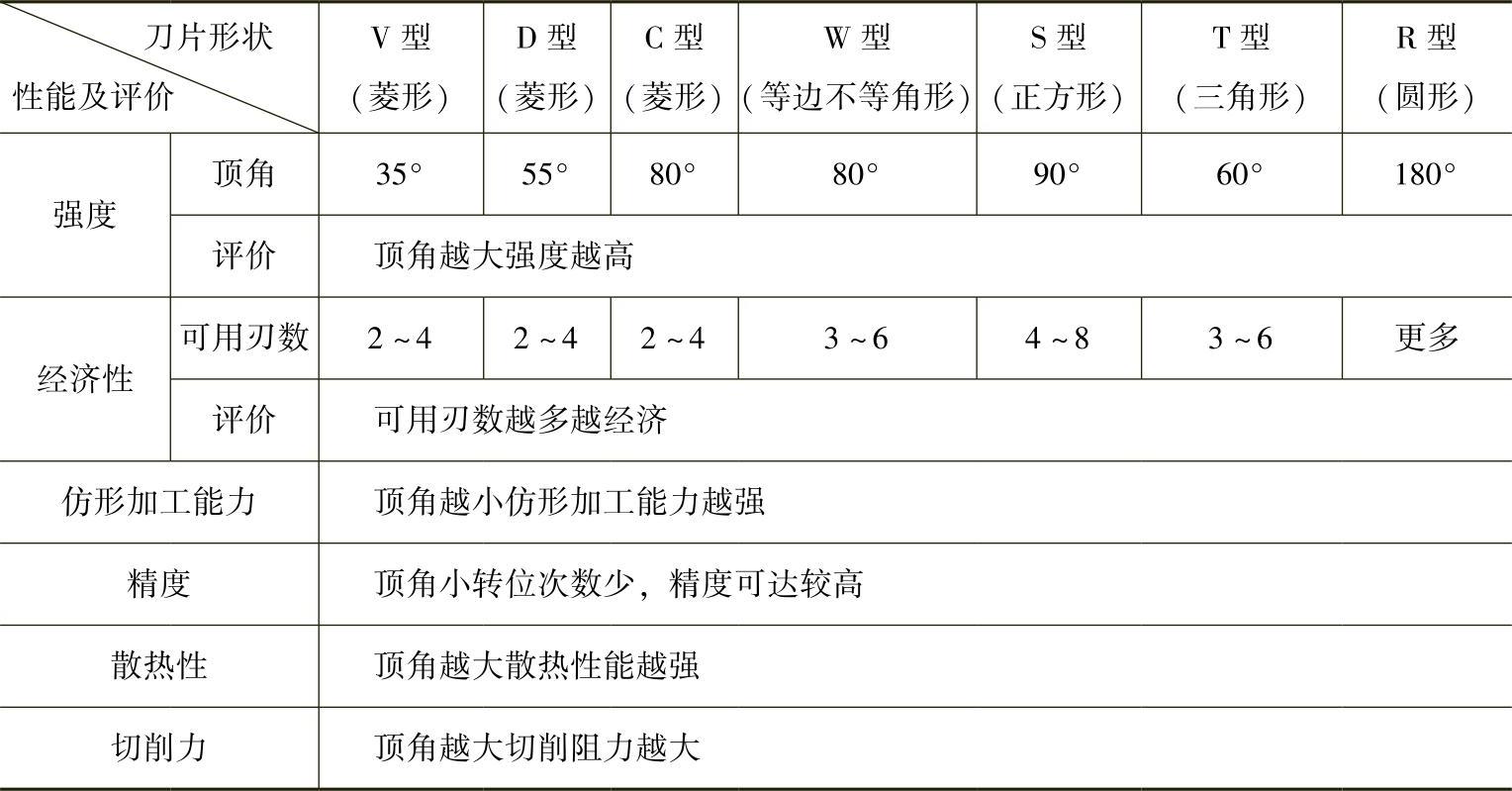
刀片的刀尖顶角越大,刀头强度越高,散热性越好,但切削力也大,刀尖顶角越小,仿形加工能力越强。几种主要车削刀片形状性能与特点比较见表。
几种主要车削刀片形状性能与特点比较


 客服1
客服1 