






主切削刃法后角由0°、3°、5°、7°、15°、20°、25°、30°、11°作为标准值,分别由N、A~G、P各代号代表,不在此系列的以字母O作代号。在实际加工使用中,法后角为零的刀片,被广泛使用。但加工中,实际后角不可为零,否则刀具将与加工表面产生强烈摩擦,致使无法进行加工。因此车刀刀杆上刀槽的形状必须使刀片装上后形成后角,这样必然造成刀片后部上抬,前角成为负值,前角为负值的刀片切削刃强度大,但锋利性差,为弥补这一缺点,在刀片上加工出各种各样断屑槽,从而使法后角为零的刀片得到极为广泛的使用。
法后角为零的刀片,上下面积、结构、形状可做得完全相等。此时上下面均可作为前刀面使用,使实际可用切削刃数(刀角数)增大一倍,如菱形刀片可使用四个切削刃,T形、S形分别可使用六与八个切削刃,经济性好。法后角为正值的刀片可形成较大的前角,大多用于加工铝材、铜材等刚性较低的材料或内圆镗孔、仿形加工等。在实际加工中刀片选择除考虑上述各刀片特点外,主要根据加工工序来选择,如图所示。
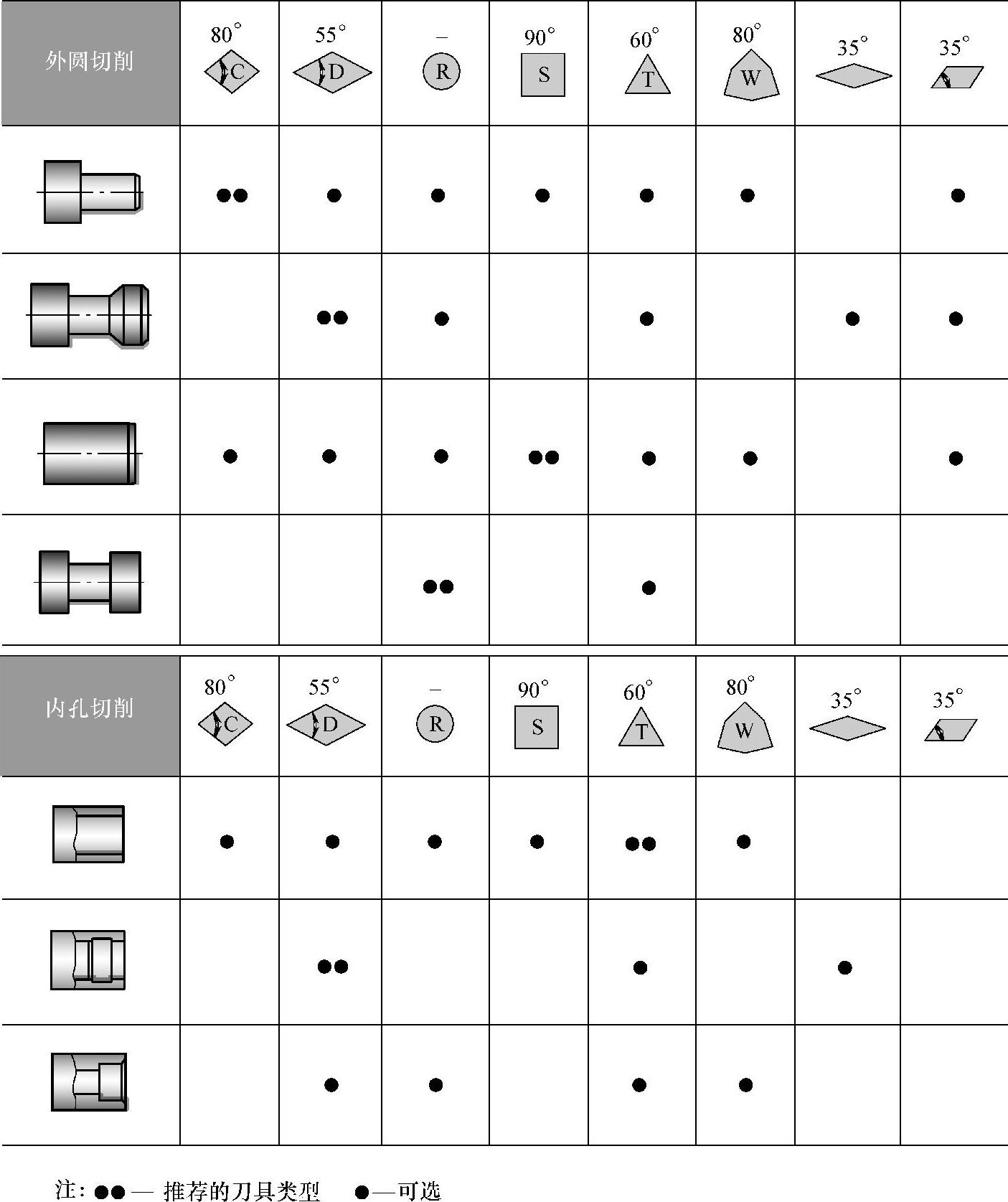
加工工序与刀片选择


 客服1
客服1 