





目前,机夹可转位式螺纹车刀还没有统一的ISO代码,但不同刀具制造商采用的代码大同小异,主要包括刀片压紧方式、刀片切削角度、切削方向和刀具长度等。
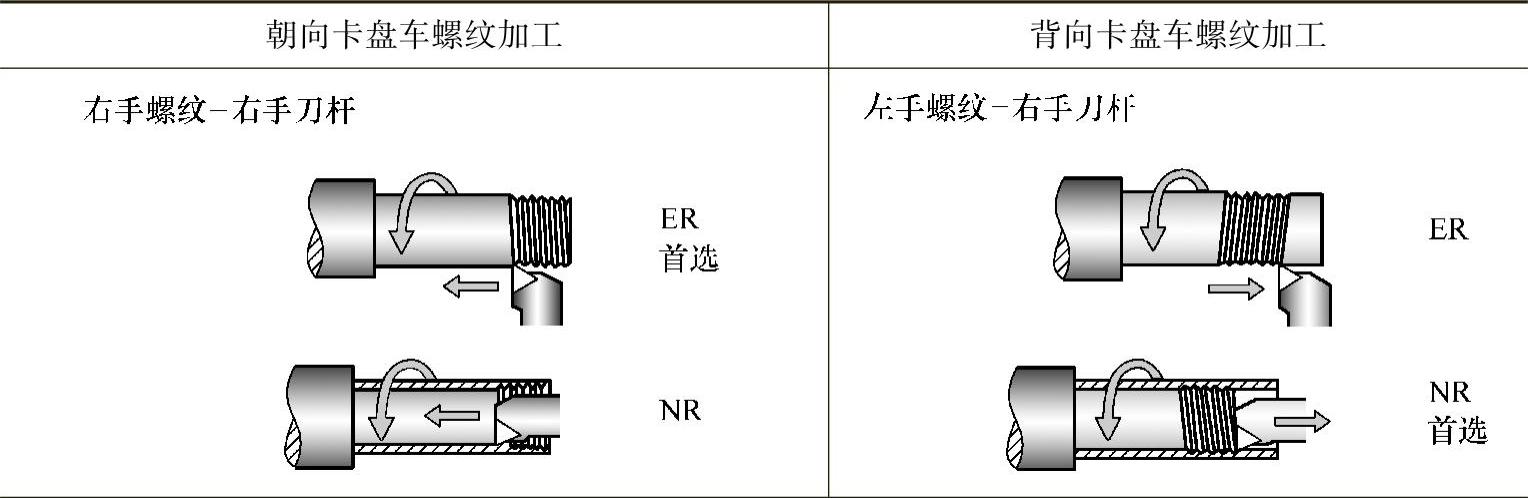
在数控车床上车削螺纹时,螺纹车刀的选择除要考虑到刀片类型、材质等因素外,还要注意加工螺纹是右手还是左手螺纹,是内螺纹还是外螺纹,采用左手刀杆还是右手刀杆加工等因素,表所示螺纹车削时各种加工方式,至于螺纹车削时进刀方式、进刀步数和深度、车削速度等因素请参考其他教材中介绍,在此不再一一说明。
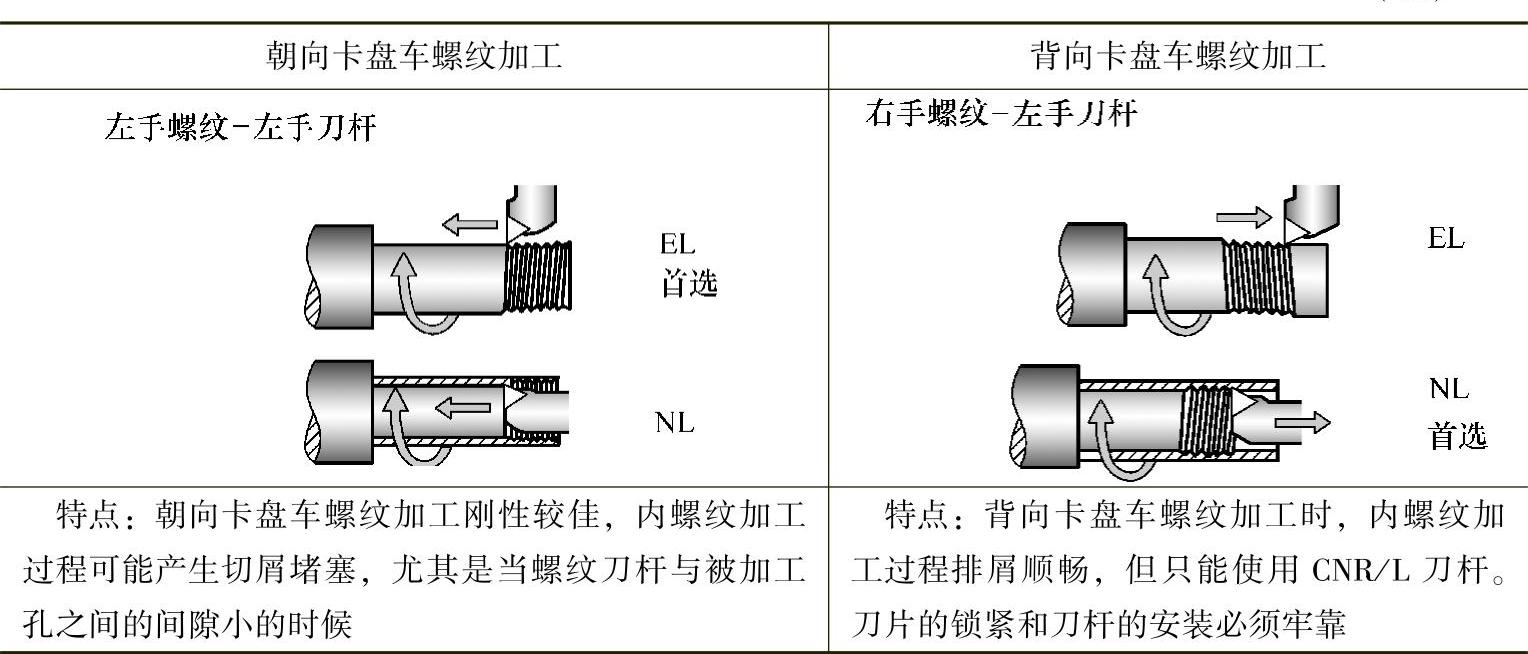
螺纹车削时各种加工方式

刀具螺纹车刀代码和刀片代码
时间:2024-06-13 11:55:50 来源: 点击:0次
目前,机夹可转位式螺纹车刀还没有统一的ISO代码,但不同刀具制造商采用的代码大同小异,主要包括刀片压紧方式、刀片切削角度、切削方向和刀具长度等。
在数控车床上车削螺纹时,螺纹车刀的选择除要考虑到刀片类型、材质等因素外,还要注意加工螺纹是右手还是左手螺纹,是内螺纹还是外螺纹,采用左手刀杆还是右手刀杆加工等因素,表所示螺纹车削时各种加工方式,至于螺纹车削时进刀方式、进刀步数和深度、车削速度等因素请参考其他教材中介绍,在此不再一一说明。
螺纹车削时各种加工方式
刀具螺纹车刀代码和刀片代码

微信公众号

淘宝店铺

 客服1
客服1 