高速铣削工具系统概述
时间:2024-04-09 10:02:52 来源:admin 点击:0次
高速加工是集材料科学、工程力学、机械动力学和制造科学于一体的高新加工技术,在汽车制造、航空航天和机械加工多个行业得到了越来越广泛的应用。众所周知,高速铣削在高速加工中扮演了非常重要的角色,据了解,高速加工中有40%来自高速铣削加工,而高速铣削工具系统是高速铣削机床的重要组成部分,其性能将影响到加工质量和加工效率。因此,高速铣削工具系统的研究与开发倍受国内外机械工程专家和学者的关注。
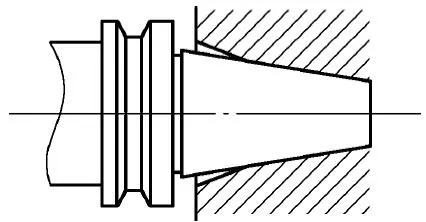
半个多世纪以来,传统的BT(7∶24锥度)工具系统在机械加工中发挥了重要的作用。下图为高速加工时BT工具系统工作示意图。高速加工时主轴工作转速达到每分钟数万转,在离心力作用下主轴孔的膨胀量比实心的刀柄大,使锥柄与主轴的接触面积减少,导致BT工具系统的径向刚度、定位精度下降;在夹紧机构拉力的作用下,BT刀柄的轴向位置发生变化,轴向精度下降,从而影响加工精度;机床停车时,刀柄内陷于主轴孔内将很难拆卸。另外,由于BT工具系统仅使用锥面定位、夹紧,还存在换刀重复精度低、连接刚度低、传递扭矩 能力差、尺寸大、重量大、换刀时间长等缺点。为解决上述问题,德国、美国、日本等工业发达 国家相继开发出若干新型工具系统,以满足现代机械加工生产的要求,例如:HSK工具系统、KM工具系统和BIG-plus工具系统。
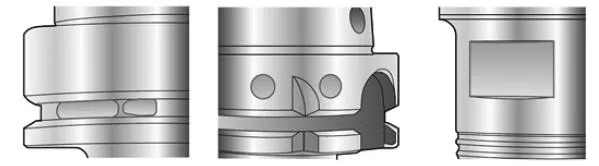
在工具系统的开发过程中,动平衡渐渐成为评价一个工具系统好坏的重要指标之一。在高速切削加工过程中,主轴转速非常高,因此,在高速旋转的刀具系统中,就存在着残余不平衡量(不对称的质量),会产生与转速成平方关系的离心力,这种动态负荷会激起刀具和机床的振动,从而导致加工表面质量、刀具寿命和主轴轴承寿命的下降,甚至影响到加工过程的正常进行。为减小或限制这种残余不平衡量产生的动态负荷的影响,应对刀具系统进行必要的动平衡。在高速切削加工过程中,刀柄的动平衡是改善整体式部件质量分布的过程,以将不平衡质量及其作用力减小至可接受水平。动平衡可以通过不同方法实现:添加重量、去除材料(例如,EPB刀柄)或实施调节(例如,EPB镗头上的动平衡环)。对工具系统进行动平衡时常常采用去除材料的方法,EPB刀柄的动平衡如图所示。
动平衡的好坏可由动平衡品质来衡量,而动平衡品质由动平衡质量G、单位不平衡量e和转速n决定,以上三者的关系如图(摘自ISO1940标准)所示。其中单位不平衡量e也被称为不平衡偏心,即重心相对刀柄旋转轴线偏离的距离。动平衡降低了e,换言之,使得重心距旋转轴尽可能的接近。这样也就减小了旋转刀具的横向振动。
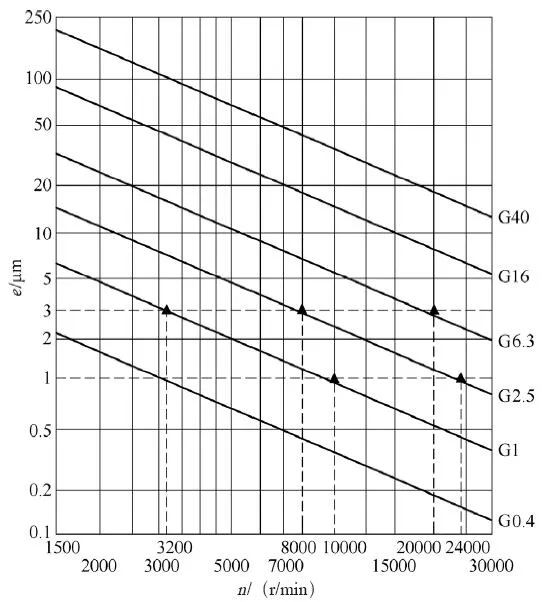
在高速切削加工过程中,工具系统的动平衡质量G取决于转速n、刀柄质量M和残余不平衡量U,不参考转速n不能确定动平衡质量G。对于刀柄,最好使用单位不平衡量e和残余不平衡量U来确定其动平衡质量,e或U可通用于所有刀柄,而G必须相对特定n来表达,其中,e可容易地由U(通过动平衡机得到)除以刀柄质量M计算得到。一般情况下,ISO40刀柄转速大于10000r/min需要认真考虑动平衡问题,转速在15000r/min以上时强力建议使用动平衡工具系统,ISO50刀柄转速大于8000r/min时考虑动平衡问题。而可调节平衡工具系统在动平衡机上作过精确平衡后,在20000r/min,40刀柄预平衡至G2.5;在15000r/min,50刀柄预平衡至G2.5。随着高速切削加工技术的发展,刀柄在加工中的重要性愈来愈凸显,而动平衡作为刀柄研究中的一项重要内容,必将会受到越来越多的机械工程专家和工具厂商的重视。









 客服1
客服1 