HSK工具系统概述
时间:2024-04-09 11:58:55 来源:admin 点击:0次
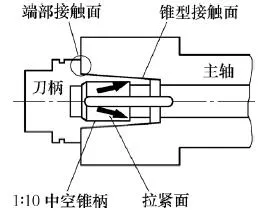
HSK刀柄是德国阿亨工业大学机床研究所研究的一种新型的高速短锥刀柄,其结构特点是空心、薄壁、短锥,锥度为1:10;端面与锥面同时定位、夹紧,刀柄在主轴中的定位为过定位;使用由内向外的外胀式夹紧机构。
HSK工具系统最突出的特点就是端面和锥面同步接触。夹紧时, 由于锥部有过盈,所以锥面受压产生弹性变形,同时刀柄向主轴锥孔轴向位移,以消除初始间隙,实现端面之间的贴合,这样就实现了双面同步夹紧。也就是说,在足够大的拉紧力作用下, HSK1:10空心工具锥柄和主轴1:10锥孔之间在整个锥面和支承平面上产生摩擦,提供封闭结构的径向定位。就其本身的定位而言,这种保证锥面和端面同时定位的方式实质上是过定位,但由于精密制造保证了高的相互位置精度,反而增强了安装刚性。这种定位的优点为:(1)可适应高速回转,当高速回转时,锥孔由于离心力而扩张,锥轴由于弹性变形恢复,与锥孔保持精密接触,并维持端面与锥面同时约束定位。(4)拆卸简单,由于有辅助分离机构,在刀具热膨胀时也能方便卸下。(5)冷却系统完备,此系统有中心供油和端面供油两种方式可供选择。
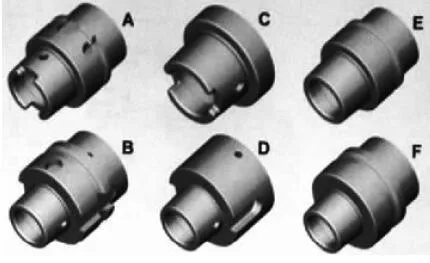
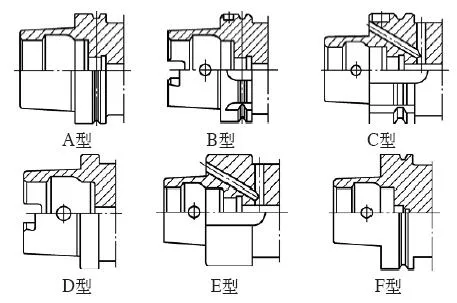
按DIN的规定,HSK刀柄分为6种形式。图1为这6种刀柄的结构图,而图2为这6种型号的剖面图。
HSK刀柄的工作原理 高速加工工具系统一般都采用锥面(径向)和法兰端面(轴向)双面定位,实现与主轴的刚性连接。为充分发挥工具系统的性能,必须设计一个高效夹紧机构,通过此夹紧机构提供足够大的夹紧力,以保证刀柄锥面与主轴锥孔以及刀柄端面与主轴端面的可靠接触。因此,高速加工工具系统中一般使用外胀式夹紧机构,主要有三种形式。其中图a为短滑块斜楔夹紧机构,是外胀式夹紧机构的基本形式;图b为球面斜楔夹紧机构,美国的KM刀柄采用了这种夹紧机构;图c为悬挂式夹爪斜楔夹紧机构,HSK刀柄采用了这种夹紧机构。
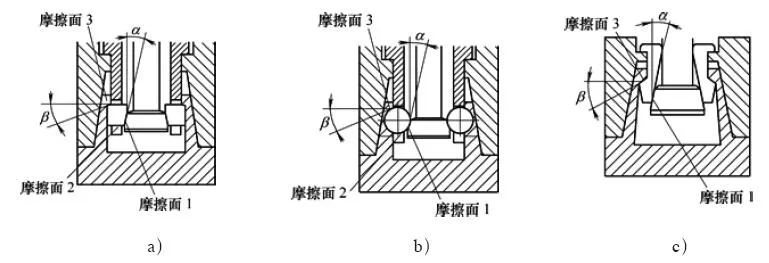
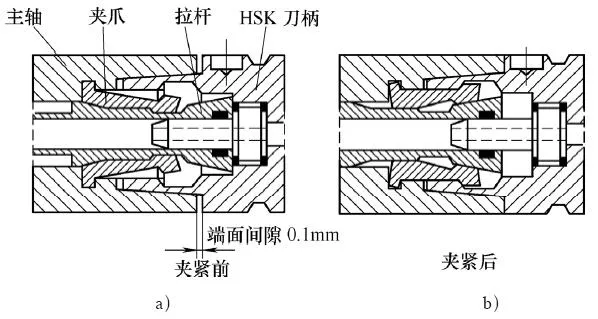
a )短滑块斜楔夹紧机构 b)球面斜楔夹紧机构 c)悬挂式夹爪斜楔夹紧机构HSK刀柄在机床主轴上安装时,空心短锥柄在主轴锥孔内起定心作用,当空心短锥柄与主轴锥孔完全接触时,HSK刀柄法兰盘端面与主轴端面之间有0.1mm的间隙。在夹紧机构作用下,拉杆向后(左)移动,拉杆前端的锥面将夹爪径向胀开,夹爪的外锥面随后顶在空心短锥柄内孔的30°锥面上,拉动HSK刀柄向左移动,空心短锥柄产生弹性变形,使刀柄端面与主轴端面靠紧,实现了刀柄与主轴锥面和主轴端面的两面同时定位和夹紧。松开刀柄时,拉杆向右移动,弹性夹头松开刀柄内锥面,拉杆前端将刀柄推出,即可卸下刀柄,如图所示。










 客服1
客服1 