






装刀器即为刀具的装配夹具,用于组装和拆卸刀柄,一般常将装刀器分为两种,一种是普通装刀器,一种是模块化装刀器。普通装刀器由于结构限制,只能应用于固定几种型号的刀柄,而模块化装刀器可以通过改换衬套和法兰盘,而使之与各种型号的刀柄配套,这样就可以应用于各种型号的刀柄。
工具系统装刀器
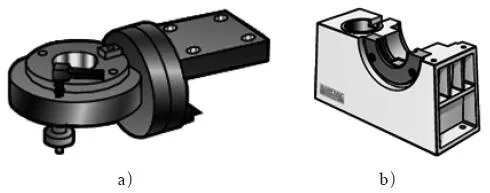
装刀器
a )普通装刀器 b)模块化装刀器
应用装刀器组装刀柄的过程简单叙述如下:
(1)选择适合刀具的法兰、轴环和衬套以便装配。
选择合适的法兰、轴环和衬套
(2)选择适合接口的衬套。用3个内六角头螺钉将夹具紧固到工作台上。
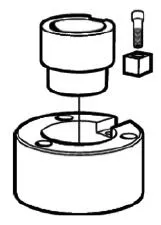
将夹具紧固到工作台
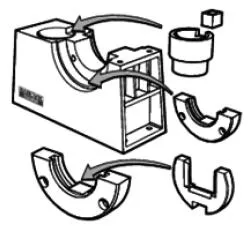
(3)将刀柄各模块按顺序装入即可。
工具系统的规格
1.刀柄的规格 镗铣类机床和加工中心刀柄多数采用7∶24圆锥工具刀柄,并采用相应形式的拉钉拉紧机构与机床主轴相配合,常用的规格有30号、40号、45号、50号。新型刀柄中采用1∶10圆锥结构设计的HSK刀柄有A 、B 、C 、D 、E 、F六种型号,常用的有A型63号、100号,C型63号、100号,E型40号、50号、80号,F型40号、50号、80号。CAPTO刀柄常用型号有C3、C4、C5、C6、C8以及C10。
2.刀柄的规格数量 整体式的TSG工具系统包括20种刀柄,其规格数量多达数百种,用户可根据所加工的典型零件的数控加工工艺来选取刀柄的品种规格,既可满足加工要求又不致造成积压。考虑到数控机床工作的同时,还有一定数量的刀柄处于预调或刀具修磨中,因此通常刀柄的配置数量是所需要刀柄的2~3倍。


 客服1
客服1 