






对零件上大直径孔的加工,一般是采用高速钢麻花钻先钻孔,然后再扩钻(或镗孔),逐步达到所需尺寸。这种工艺效率低,刀具寿命短,费用高。复合钻头(也称为模块化钻头)就是在这种情况下产生的,它是在硬质合金可转位刀片钻头的结构基础上,增加高速钢中心钻头而成,专门用于大孔径的加工,不需要逐级扩孔,一次就可达到所需尺寸。

复合钻头
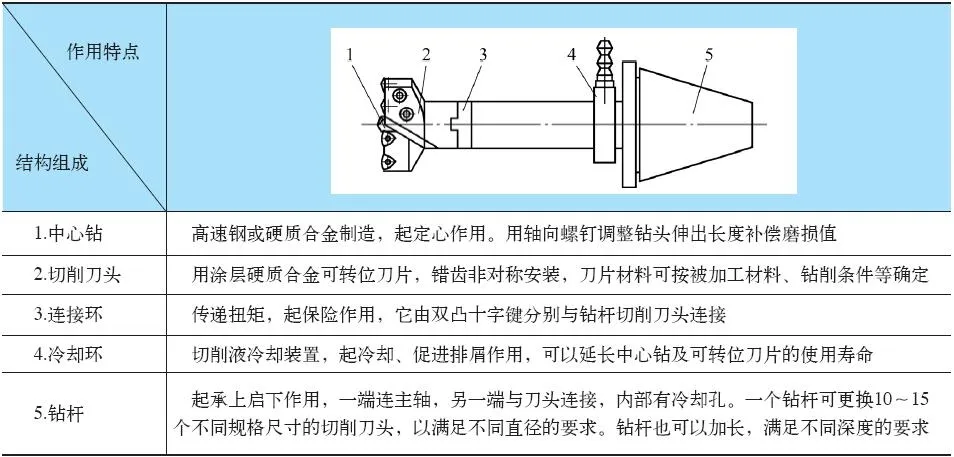
1.复合钻的结构组成及特点
复合钻头的结构组成及特点
2. 适用范围及合理选用 复合钻头一般适用于大型数控镗铣床、镗床和摇臂钻上对碳钢、合金钢、有色金属及铸铁进行大孔径加工,要求机床的功率充足、较高的刚性和精度。一般钻孔直径范围为φ58~φ170mm,在机床功率允许的情况下,可加工至Φ300mm以上的孔。一般钻孔深度与钻孔直径之比小于5,个别情况下可以达到8,最适宜钻孔深度与直径的比值如图所示。加工时对工件表面形状的要求如图示。
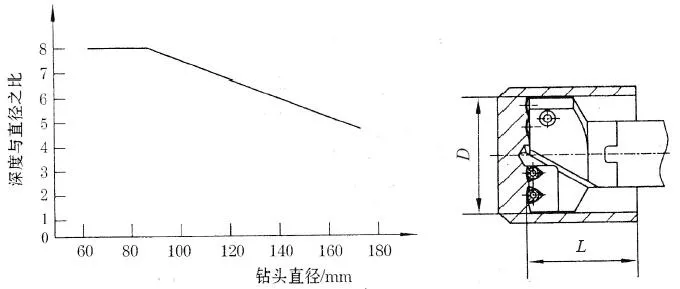
最佳钻孔深度与直径的比值
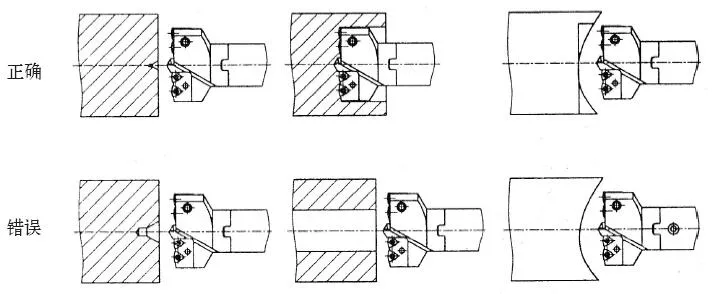
复合钻头对工件表面形状的要求
应用复合钻头时,必须注意只能在平面上钻孔,不允许在圆弧面、曲面及其他不规则形状表面上钻孔。如平面上有中心孔时,其直径应小于复合钻头上中心钻直径。复合钻不能进行扩孔。复合钻头在使用前必须合理调整中心钻顶尖和切削头各刃尖的距离,否则中心钻起不到定心和导向的作用。
在摇臂钻床上应用复合钻头时,必须注意:
(1)正确、合理地选用切削用量。因摇臂钻的刚性差,摇臂易抬起,故切削用量应适当降低,其中切削速度的影响最大。
(2)合理选择可转位刀片切屑槽形,以保证理想的断屑和切削轻快,一般多选用凸三边形点式槽形,并需与切削用量作相应的匹配,以保证顺利排屑。
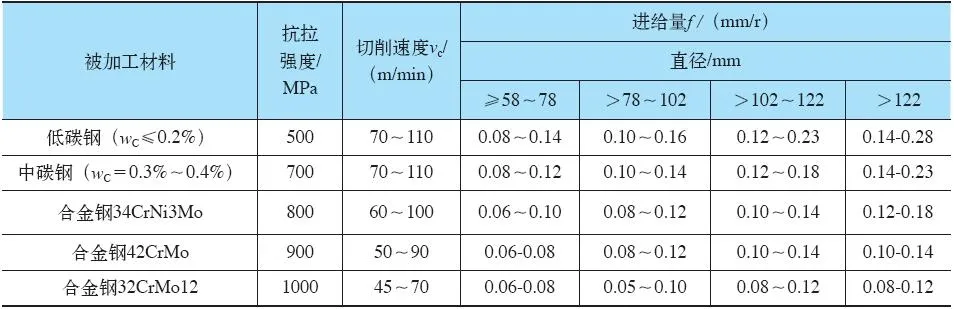
3.切削用量 复合钻头的切削用量推荐值
复合钻头切削用量推荐值


 客服1
客服1 