
手机:17638549099
邮箱:sales@beniry.com
微信:17638549099
地址:河南省郑州市金水区文化路126号

陶瓷刀片,一般意义上是指氧化铝陶瓷或者氮化硅,碳化硅陶瓷、氧化锆陶瓷等做成的数控刀片。cbn刀片,一般指的是立方氮化硼刀片,属于超硬刀具因为CBN刀片和陶瓷刀片外观有很多相似的地方,所以部分客户也把它叫做陶瓷刀片。 CBN刀具与陶瓷刀具都是用来加工硬质材质的刀具,相比而言CBN刀具的通用性及性能都比陶瓷刀具要优越,但CBN刀具并不能完全替代陶瓷刀具.CBN刀具对加工材质的硬度有要求,要求被加工件
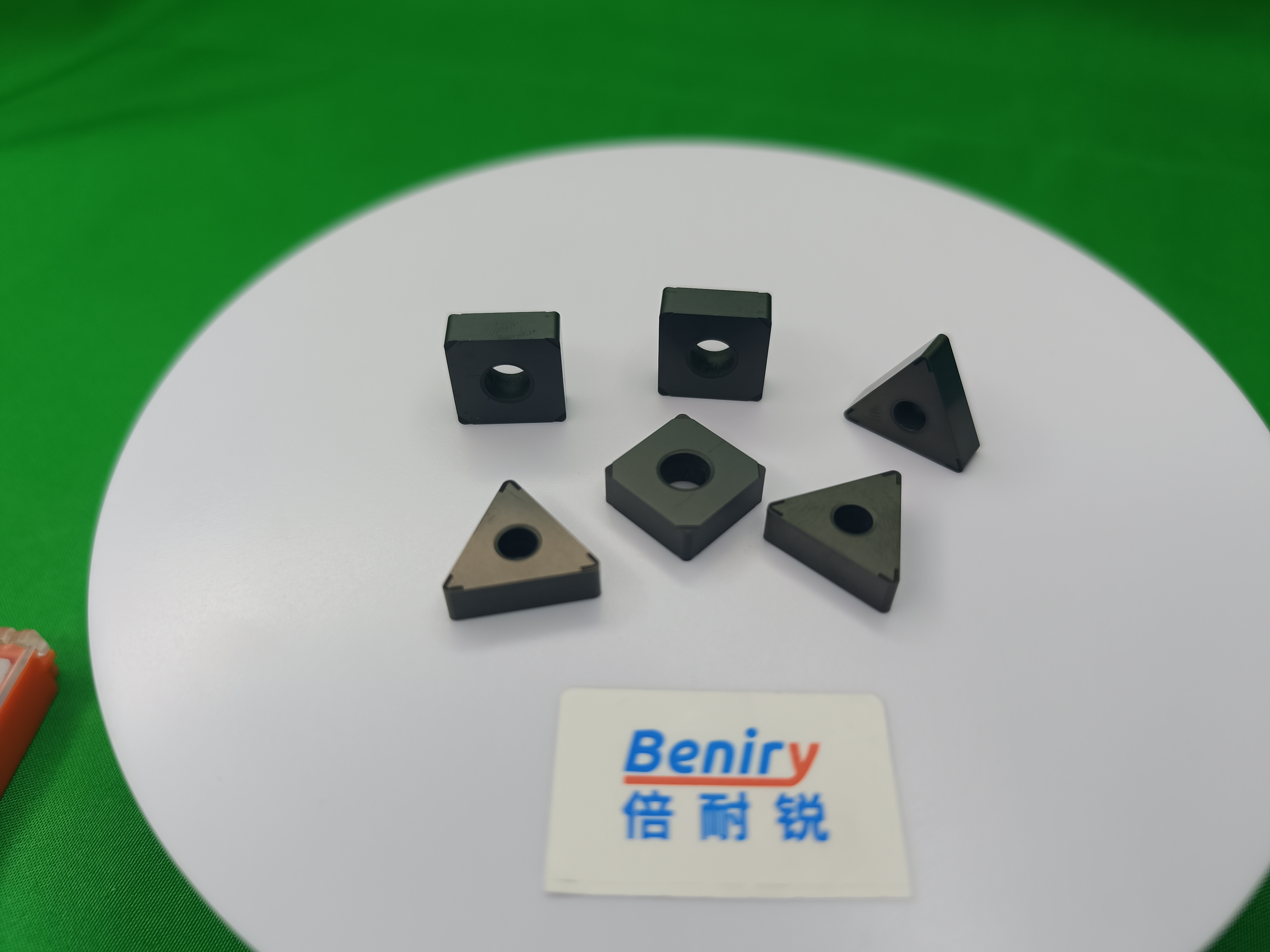
因受到加工条件和刀片材质的影响,CBN刀片一般是不带有断屑槽,所以在加工一些偏软材料的时候就会遇到缠屑的问题,为了解决此类问题,我司工程师根据现场工况设计出了断屑的CBN刀片,成功解决了客户难题,帮助用户提升加工效率的同时,还能保持工件不被划伤。如果有需要可以联系我们的技术人员。

FBN3500材质的CBN刀片抗冲击、耐磨损性能优异,RCMX201200是一款轧辊专用车刀片,主要用车削加工高锰钢、高镍铬、高硬度合金铸铁、灰铸铁等材质。常用新轧辊的开粗,依旧钢厂旧辊的修复。因为这个刀片尺寸比较大,价格相对比较高,市场价格一般在260-300左右。如果联系我们,我们可以根据您的具体需求给出合理的解决方案及优惠的价格。

刀片带后角(或称后刀面)是指刀片除了切削刃外的背面上的一个小角度。这个小角度通常在5°-15°之间,它是相对于切削刃的后方部分斜面的倾斜角度。这个小角度的存在可以带来以下几个优势:提高刀具寿命:带有后角的刀片可以减少切削力和切削温度的集中,减少切削刃的磨损和热裂纹的产生,从而延长刀具的寿命。改善切削质量:后角可以减少切削时的振动和噪音,改善加工表面质量,减少加工表面的毛刺和毛刺。提高切削效率:带有
内孔直径22mm 加工余量0.1mm 材质T10 硬度hrc55-60,精加工,建议使用以下类型的刀具:刀杆:SCLCR/L,长度根据机床行程和加工深度确定,可以选择适当的刀杆长度。刀片:使用我司BNK9406CCMT09T304S01020,用于加工硬度为HRC55-60的钢件,加上涂层以提高切削寿命和加工精度。内冷却液:选择合适的内冷却液,以提高切削质量和延长刀具寿命。下面是具体的切削参数:进

车刀片是在车床上使用的一种切削工具,用于加工金属等材料。车刀片的切削面通常分为前刀面和后刀面两部分,其中后刀面是车刀片的支撑面,在使用中也容易出现磨损现象。车刀片后刀面磨损的原因有多种,下面我将从以下几个方面进行介绍。刀具材料的问题车刀片的刀具材料通常是硬质合金等材料,而刀具材料的硬度和韧性往往是相互制约的。如果硬度过高,会导致后刀面容易出现脆性破裂;如果韧性过高,又容易导致后刀面的磨损。因此,刀
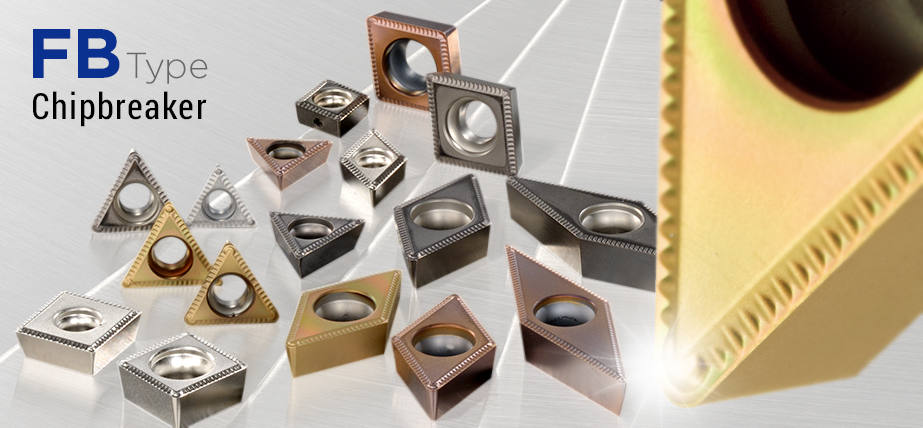
FB型断屑槽是专门为控制切屑而设计的切削刃可降低在加工管钢、轧钢和低碳钢时发生意外崩损、切屑堵塞和加工损伤的可能性。提高了在低速切削和低进给量下的分离能力。无论切削水平如何变化,都可实现稳定的加工。1. 刀脊可降低切削刃崩损的可能性。2. 大前角断屑槽壁可提高断屑能力。3. 刀尖圆弧半径内的可变前角设计提高了切屑变形能力和断屑能力。SPCH440 轮毂部件可防止轧钢切屑卷入,从而避免切屑堵塞。刀片

刀具涂层是为了提高刀具的寿命或者耐磨性,在刀具的表面增加一层化合物薄膜,因为涂层工艺、设备及技术的的不同,涂层材质和颜色不相同,一般有黑色,灰色,古铜色,蓝色等颜色的薄膜。目前主推的涂层系列有TiN(氮化钛)、CrN(氮化铝)、AlTiN(高铝钛)、AlCrN(氮化铬铝)、TiAlSiN(氮化钛铝硅)、DLC(类金然石)和各种金属涂层等,主要应用于各种金属涂层、模具、精密器械、医疗器械和装饰等行业

UE6020/MC6025/UE6120 连续-轻微断续,中速-高速,兼具耐磨性和抗崩刃性,钢件车削加工VP20RT/VP15TF 连续-断续,兼具耐磨性和抗崩刃性, 钢·不锈钢·铸铁车削加工

CNMG120408 KC5010是肯纳的一款硬质合金刀片,使用于钢件的加工肯纳KC5010成份:一种先进的PVD AlTiN涂层材质,基体为一种具有强抗变形能力的非合金碳化物。这种新型并经过改良的涂层可以使切削速度增加50%-100%。应用范围:KCU5010是对多种工件材料进行精加工至通用加工的理想材质,并具有更高的切削速度。在多种钢材料、不锈钢材料、铸铁材料、非铁金属材料、以及超合金材料的稳

微信公众号

淘宝店铺

 客服1
客服1 