






1、加工余量:为了保证零件的质量(精度和粗糙度值),在加工过程中,需要从工件表面上切除的金属层厚度,称为加工余量。加工余量又有总余量和工序余量之分。
2、总余量:某一表面毛坯尺寸与零件设计尺寸之差称为总余量,以Zo表示。
3、工序余量:该表面加工相邻两工序尺寸之差称为工序余量Zi。总余量Z0与工序余量Zi的关系可用下式表示:
式中:n为某一表面所经历的工序数。
(1)工序余量有单边余量和双边余量之分。(见下图)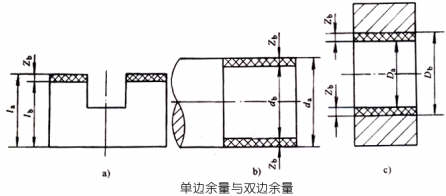
1)单边余量: 非对称结构的非对称表面的加工余量,称为单边余量,用Zb表示。
Zb=la-lb
式中:Zb—本工序的工序余量;lb—本工序的基本尺寸;la—上工序的基本尺寸。
2)双边余量: 对称结构的对称表面的加工余量,称为双边余量。
对于外圆与内孔这样的对称表面,其加工余量用双边余量2Zb表示,
对于外圆表面有:2Zb=da-db;对于内圆表面有:2Zb=Db-Da
(2)工序余量有公称余量(简称余量)、最大余量Zmax、最小余量Zmin之分。(见下图)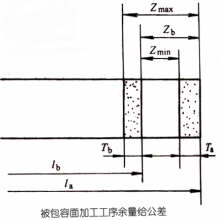
由于工序尺寸有偏差,故各工序实际切除的余量值是变化的,因此,工序余量有公称余量(简称余量)、最大余量Zmax、最小余量Zmin之分。
对于上右图所示被包容面加工情况,本工序加工的公称余量:Zb=la-lb
公称余量的变动范围:TZ=Zmax—Zmin=Tb+Ta 式中:Tb—本工序工序尺寸公差; Ta—上工序工序尺寸公差。
工序尺寸公差一般按“入体原则”标注。对被包容尺寸(轴径),上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、键槽),下偏差为0,其最小尺寸就是基本尺寸。
而孔距和毛坯尺寸公差带常取对称公差带标注。
余量过大——〉材料浪费,成本增大;
余量过小——〉不能纠正加工误差,质量降低。
所以,在保证质量的前提下,选余量尽可能小。
二、影响加工余量的因素
(1)上道工序的表面粗糙度值Ra
(各种加工方法的表面粗糙度值Ra数值见7表5.7、表5.8、表5.9)
(2)上道工序的表面缺陷层深度Ha
(各种加工方法的表面缺陷层深度Ha数值见表5.10)
(3)上道工序各表面相互位置空间偏差ρa;
(包括轴线的直线度、位移和平行度;轴线与表面的垂直度;阶梯轴内外圆的同轴度;平面的平面度等。)
ρa的数值与上工序的加工方法和零件的结构有关,可用近似计算法或查有关资料确定。若存在两种以上的空间偏差时,可用向量和表示。
(4)本工序的装夹误差Δεb
它除包括定位和夹紧误差外,还包括夹具本身的制造误差,其大小为三者的向量和。
(5)上工序的尺寸公差Ta
(包括几何形状误差如锥度、椭圆度、平面度等。其大小可根据选用的加工方法所能达到的经济精度,查阅工艺手册确定。)
本工序的公称余量为:Zb=la-lb
本工序的最大余量为:Zbmax=lamax-lbmin
本工序的最小余量为:Zbmin=lamin-lbmax
上述前四项之和构成最小余量,即 ![]()
注:ρa和Δεb为矢量和。
最小余量加上上道工序的尺寸公差,即为本道工序的加工余量。
即:Zb≥Ta +Zmin
三、加工余量的确定——计算法、查表法和经验估计法
(1)经验估算法:靠经验估算确定,从实际使用情况看,余量选择都偏大,一般用于单件小批生产。
(2)查表法(各工厂广泛采用查表法):根据手册中表格的数据确定,应用较多。
(3)分析计算法(较少使用):根据实验资料和计算公式,综合确定,比较科学,数据较准确,一般用于大批大量。


 客服1
客服1 