






机械加工过程中的振动
一般说来,机械加工过程中的振动是一种十分有害的现象,它对于加工质量和生产效率都有很大影响,必须认真对待。在切削过程中,当振动发生时,加工表面将恶化,产生较明显的表面振痕。
一、机械加工过程中的强迫振动
(一)机械加工过程中的强迫振动(见P226)
1、 强迫振动: 是由于工艺系统外界周期性干扰力的作用而引起的振动。
机械加工中的强迫振动与一般机械中的强迫振动没有什么区别,强迫振动的频率与干扰力的频率相同或是它的倍数。
2、 强迫振动产生的原因: 强迫振动的振源又来自机床内部的机内振源和来自机床外部的机外振源两大类。机外振源甚多,但它们都是通过地基传给机床的,可通过加设隔振地基来隔离。机内振源主要又:
(1)机床电机的振动;
(2)机床高速旋转件不平衡引起的振动;
(3)机床传动机构缺陷引起的振动,如齿轮的侧隙、皮带张紧力的变化等;
(4)切削过程中的冲击引起的振动;
(5)往复运动部件的惯性力引起的振动
3、 强迫振动的特征:(见P227)
(1) 机械加工过程中的强迫振动,只要干扰力存在,其不会被衰减;
(2) 强迫振动的频率等于干扰力的频率;
(3) 在干扰力频率不变的情况下,干扰力的幅值越大,强迫振动的幅值将随之增大。
4、 减少强迫振动的途径:
(1) 对工艺系统中的回转零件进行平衡处理;
(2) 提高工艺系统中传动件的精度:以减小冲击;
(3) 提高工艺系统的刚度;
(4) 隔振:隔离机外振源对工艺系统的干扰。
(二)机械加工过程中强迫振源的查找方法如果已经确认机械加工过程中发生了强迫振动,就要设法查找振源,以便去除振源或减小振源对加工过程的影响。由强迫振动的特征可知,强迫振动的频率总是与干扰力的频率相等或是它的倍数,我们可以根据强迫振动的这个规律去查找强迫振动的振源。
二、机械加工过程中的自激振动(颤振)
(一)机械加工过程中的自激振动(见P229)
1、自激振动: 机械加工过程中,在没有周期性外力作用下,由系统内部激发反馈产生的周期性振动,称为自激振动,简称颤振。
2、 自激振动的原理:
(1) 电铃自激振动:见下图。(见P229)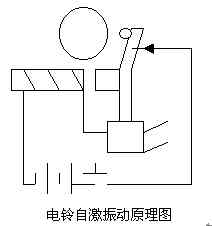
3、与强迫振动相比,自激振动具有以下特征:
(1)机械加工中的自激振动是在没有周期性外力(相对于切削过程而言)干扰下所产生的振动运动,这一点与强迫振动有原则区别。维持自激振动的能量来自机床电动机,电动机除了供给切除切屑的能量外,还通过切削过程把能量输给振动系统,使机床系统产生振动运动。
(2)自激振动的频率接近于系统的某一固有频率,或者说,颤振频率取决于振动系统的固有特性。这一点与强迫振动根本不同,强迫振动的频率取决于外界干扰力的频率。
(3)自由振动受阻尼作用将迅速衰减,而自激振动却不因有阻尼存在而衰减为零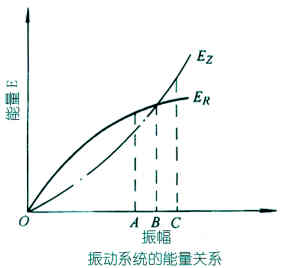
自激振动幅值的增大或减小,决定于每一振动周期中振动系统所获得的能量与所消耗的能量之差的正负号。由图知,在一个振动周期内,若振动系统获得的能量ER等于系统消耗的能量EZ,则自激振动是以OB为振幅的稳定的等幅振动。当振幅为OA时,振动系统每一振动周期从电动机获得的能量ER大于振动所消耗的能量EZ,则振幅将不断增大,直至增大到振幅OB时为止;反之,当振幅为OC时,振动系统每一振动周期从电动机获得的能量ER小于振动所消耗的能量EZ,则振幅会不断减小,直至减小到振幅OB时为止。
(二)机床加工过程中产生自激振动的条件
如果在一个振动周期内,振动系统从电动机获得的能量大于振动系统对外界做功所消耗的能量,若两者之差刚好能克服振动时阻尼所消耗的能量,则振动系统将有等幅振动运动产生。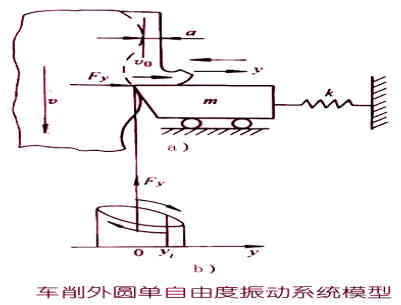
图中是一个单自由度振动系统模型,振动系统与刀架系统相连,且只在y方向振动。为分析问题简便起见,暂不考虑系统阻尼的作用。分析可知,在刀架振动系统振入工件的半个周期内,它的振动位移y振入与径向切削力Fy振入方向相反,切削力作负功(相当于刀架振动系统将已被压缩的弹簧k经振入运动而将所积蓄的部分能量释放出来);而在刀架振动系统振出工件的半个周期内,它的振动位移y振出与径向切削力Fy振出方向相同,切削力作正功(相当于刀架振动系统通过振出运动使弹簧k压缩而获得能量)。只有正功大于负功,或者说只有系统获得的能量大于系统对外界释放的能量,系统才有可能维持自激振动。若用E吸收表示前者,E消耗表示后者,则产生自激振动的条件可表示为:
E吸收>E消耗。
(三)机械加工过程中自激振动的激振机理
1.振纹再生原理
在金属切削过程中,除极少数情况外,刀具总是部分地或完全地在带有波纹的表面上进行切削的。
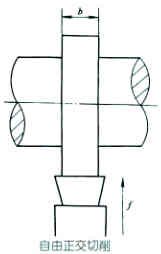
首先来研究车刀作径向切削的情况,此时车刀只作横向进给,车刀将完全地在工件前一转切削时留下的波纹表面上进行切削,如下图示。假定切削过程受到一个瞬时的偶然扰动力Fd的作用,如右下图示,刀具与工件便会发生相对运动(自由振动),它的幅值将因系统阻尼的存在而逐渐衰减,但该振动会在已加工表面上留下一段振纹。此时切削厚度将发生波动,因而产生了交变的动态切削力。如果机床加工系统满足产生自激振动的条件,振动便会进一步发展到图d示的持续的颤振状态。我们将这种由于切削厚度变化效应而引起的自激振动称为再生型颤振。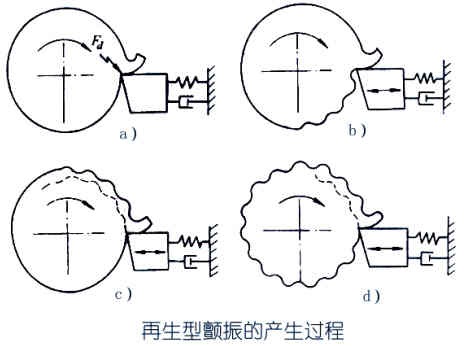
2.振型耦合原理
三、控制机械加工振动的途径
当机械加工过程中出现影响加工质量的振动时,首先应该判别这种振动是强迫振动还是自激振动,然后再采取相应措施来消除或减小振动。
消除振动的途径有三:消除或减弱产生振动的条件;改善工艺系统的动态特性;采用消振减振装置。
(一) 消除或减弱产生振动的条件
1. 消除或减弱产生强迫振动的条件
(1)减小机内外干扰力
机床上高速旋转的零部件必须进行平衡,是质量不平衡控制在允许范围内。
(2)调整振源频率
由强迫振动的特征可知,当干扰力的频率接近系统某一固有频率时,就会发生共振。因此,可通过改变电机转速或传动比,使激振力的频率远离机床加工薄弱环节的固有频率,以免共振。
(3)采取隔振措施
使振源产生的部分振动被隔振装置所隔离或吸收。隔振方法有两种:一种使主动隔振,阻止机内振源通过基地外传;另一种使被动隔振,阻止机外干扰力通过地基传给机床。
2. 消除或减弱产生自激振动的条件
(1) 减小重叠系数
再生型颤振是由于在有波纹的表面上进行切削引起的,如果本转(次)切削根本就不与前转(次)切削振纹相重叠,就不会发生再生型颤振。
(2)减小切削刚度 (3)增加切消阻尼 (4)调整振动系统小刚度主轴的位置
(二)改善工艺系统的动态特性
1.提高工艺系统的刚度 2.增大工艺系统的阻尼
(三)采用各种消振装置
1.动力式减振器 2.摩擦式减振器 3.冲击式减振器


 客服1
客服1 