






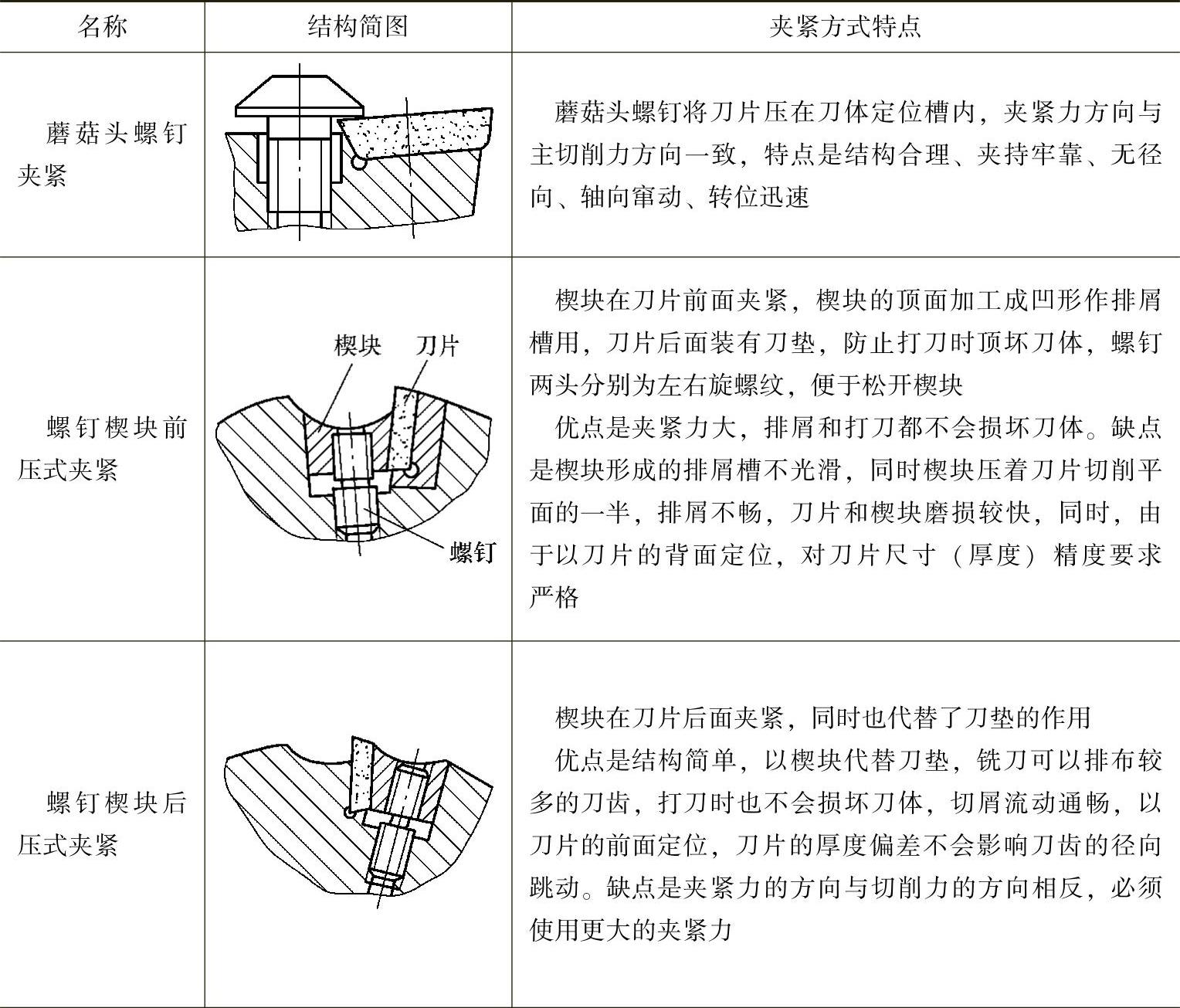
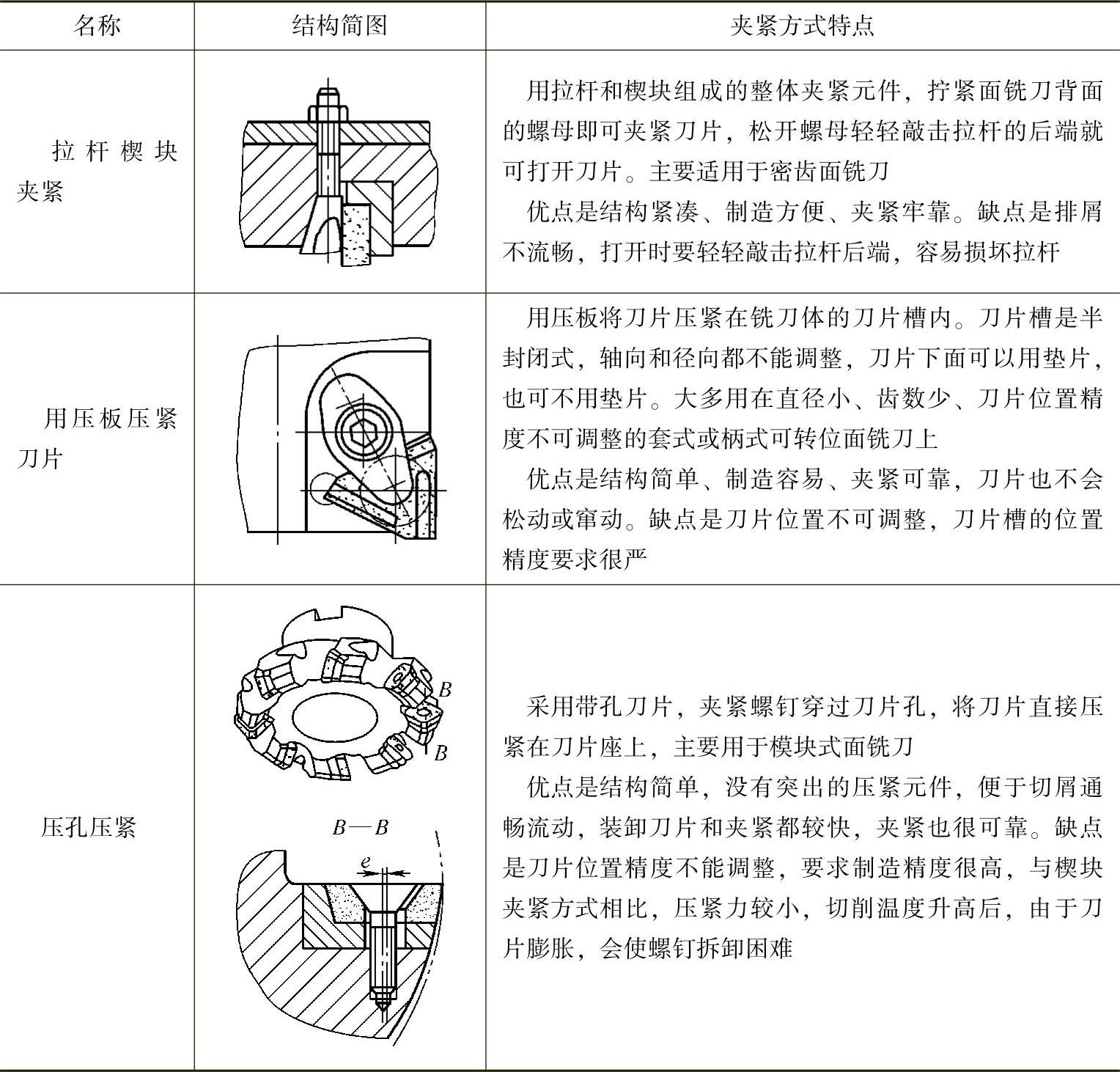
铣刀片的夹紧方式很多,并有相应的典型结构,各种典型结构又有其各自的特点。下表为常用的铣刀片夹紧方式的典型结构及其特点。
铣刀片夹紧方式典型结构及其特点
选择铣刀片的夹紧方式时,除了要满足刀片夹紧的基本要求,还应考虑刀片在刀体上的平装和立装两种安装方式:平装式是指刀片沿刀体的径向排列安装;立装是指刀片沿刀体的切向排列安装。
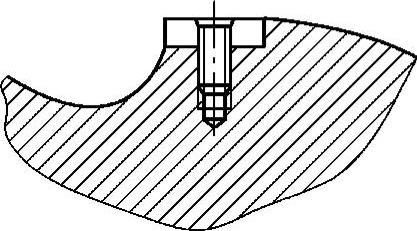
刀片平装(刀片径向排列)如图所示
刀片平装(刀片径向排列)
这种刀片安装方式使用最为广泛,其优点是:
1)刀片安装和受力的支承面大。
2)用楔块在刀片的前面或后面压紧,刀片夹紧牢靠。
3)刀片后面装有刀垫或楔块,打刀时,不会损坏铣刀刀体。
4)拧松楔块的螺钉,刀片即可取出,刀片转角或更换都很方便。
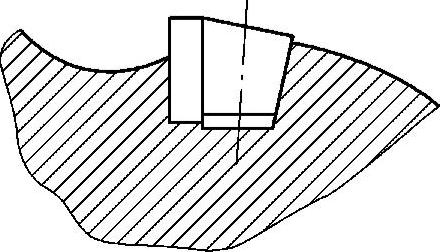
刀片立装(刀片切向排列)如图所示,这种刀片安装方式的优点是:
1)刀片切向排列,刀片本身承受切削力的截面大。
刀片立装(刀片切向排列)
2)刀片采用切削力夹紧,只用一个螺钉将刀片固定在刀体上,结构简单,容屑槽大,排屑通畅。
3)刀片后面允许较宽的磨损区,刀片不易崩刃和损坏。
4)结构简单,无需储存多种夹紧备件。


 客服1
客服1 