






(1)前角的作用 前角有正前角与负前角之分,其大小影响切削变形和切削力的大小、刀具耐用度及加工表面质量高低。取正前角的目的是为了减少切屑被切下时的弹塑性变形和切屑流出时与前面的摩擦阻力,从而减少切削力和切削热,使切削轻快,提高刀具寿命,并提高已加工表面质量,所以应尽可能采用正前角。但前角过大时,会削弱刃部的强度并降低散热能力,反而会使刀具寿命降低。是刀具前角对刀具寿命的影响曲线。由下图可看出,在一定的切削条件下,用某种材料的刀具加工某种材料的工件时,总有一个使刀具获得最高寿命的前角值,这个前角就叫合理前角。合理前角可以是正前角,也可以是负前角。

刀具的合理前角
取负前角的目的是提高切削刃强度和抗冲击能力,负前角刀具的前面受压力,刃部相对比较结实,特别是在切削硬或脆性材料时,刃口强度好,但切削时刀具锋利程度降低,切削变形和摩擦阻力增大,切削力和切削功率也增加。所以,负前角刀具通常在脆性刀具材料加工高强度高硬度工件材料而切削刃强度不够、易产生崩刃时才采用。
正前角与负前角概念如图a所示,前面与基面平行时前角为零;前面与切削平面间夹角小于90°时前角为正;前面与切削平面间夹角大于90°时前角为负。同样后面与基面间夹角小于90°时后角为正,大于90°时后角为负。图b所示刃倾角的正负判别,切削刃与基面平行时,刃倾角为零,刀尖相对底平面处于最高点时,刃倾角为正,处于最低点时,刃倾角为负。
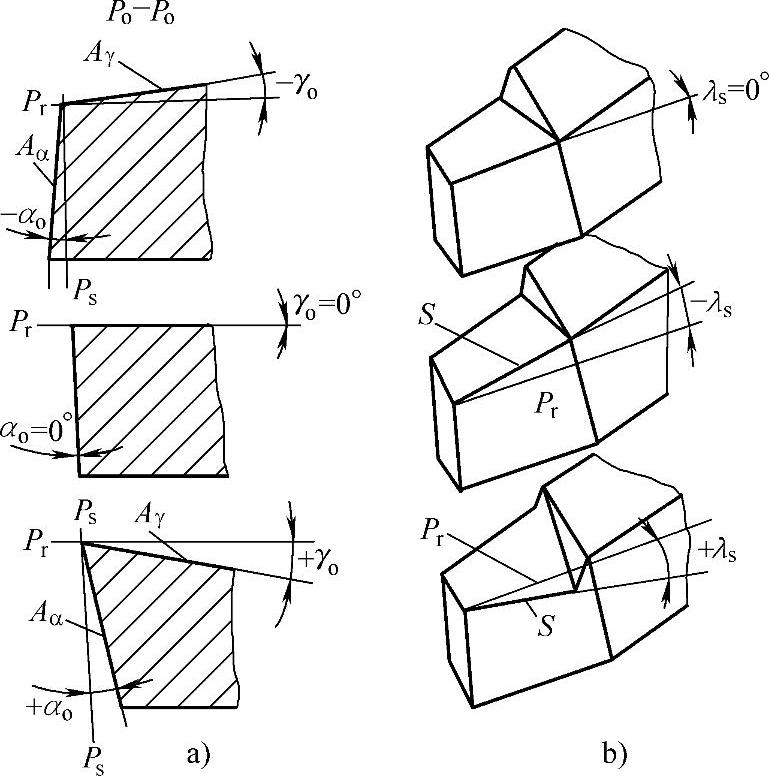
刀具角度正负
a)正前角和负前角概念 b)刃倾角的正角判别
合理选择前角参数应考虑的影响因素有:
1)刀具材料:对于刀具材料(包括涂层处理)来讲,刀具材料抗弯强度和韧性较高时,前角就可以越大。如高速钢刀具的前角比硬质合金刀具大5°~10°。陶瓷刀具的强度和韧性较差,前角的选择要充分注意增加切削刃强度,常取负值(多在-15°~-4°),以改善刀具受力时的应力状态。立方氮化硼由于脆性大,一般都采用负前角高速切削。
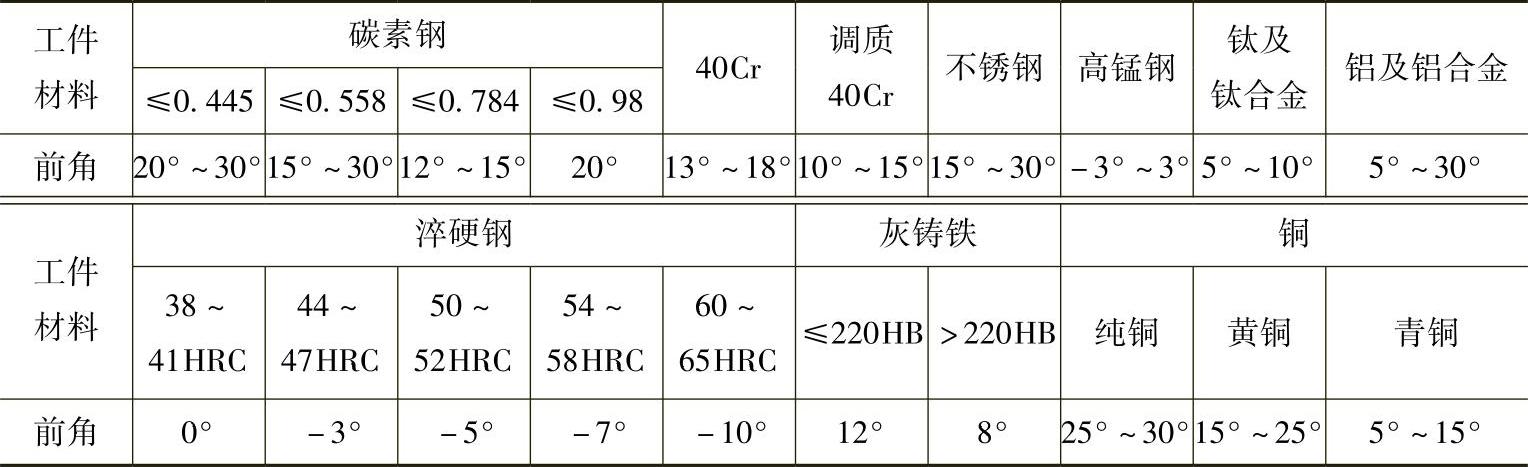
2)加工对象:工件材料的强度、硬度较低,塑性好时,应选较大前角;加工工件的强度、硬度高时,应取较小前角,甚至取零或负前角。
硬质合金刀具前角值的选用
3)具体加工条件:在粗加工、断续加工、有硬质点的铸件或锻件粗或半精加工时,刀具将承受较大的切削力和切削温度,加工余量也不均匀,宜取较小前角;精加工时,切削余量小,提高已加工表面质量是主要因素,故可加大前角,使刀刃锐利。
4)当机床-工件-刀具工艺系统刚度较差或机床功率不足时,应取较大前角,以减少切削力和切削功率,防止振动。
5)前角的合理数值还与前面形状及刃区参数有关。例如,带负倒棱的刀具允许较大的前角;大前角刀具常与负刃倾角相匹配来保证切削刃强度和抗冲击能力。
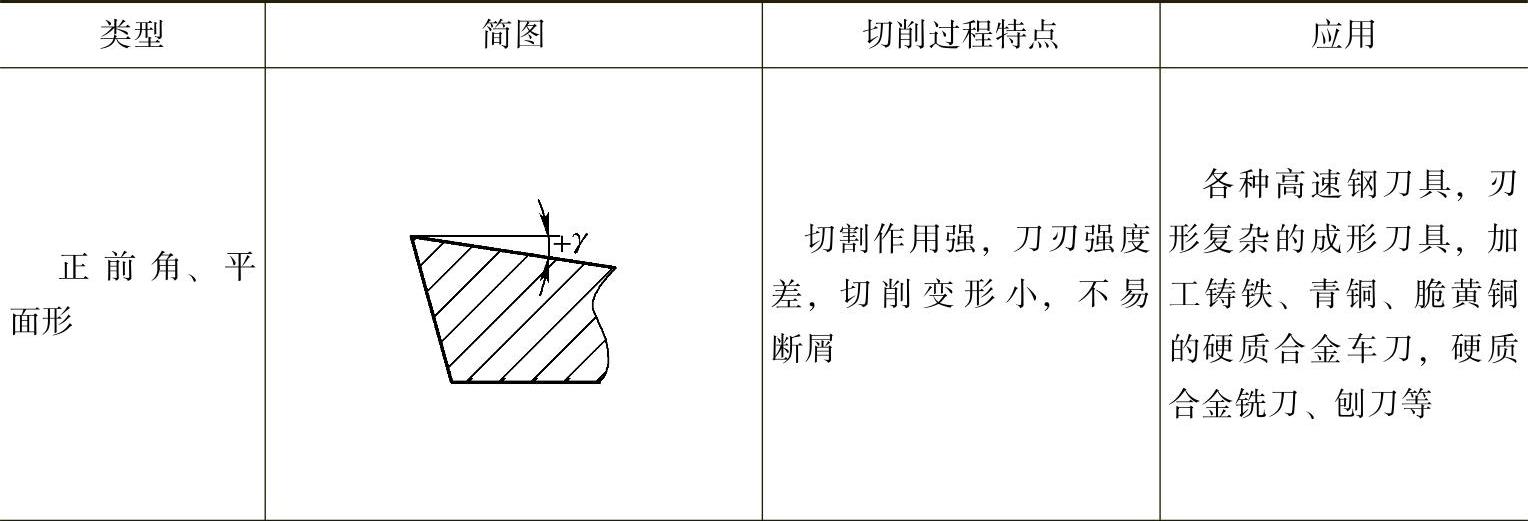
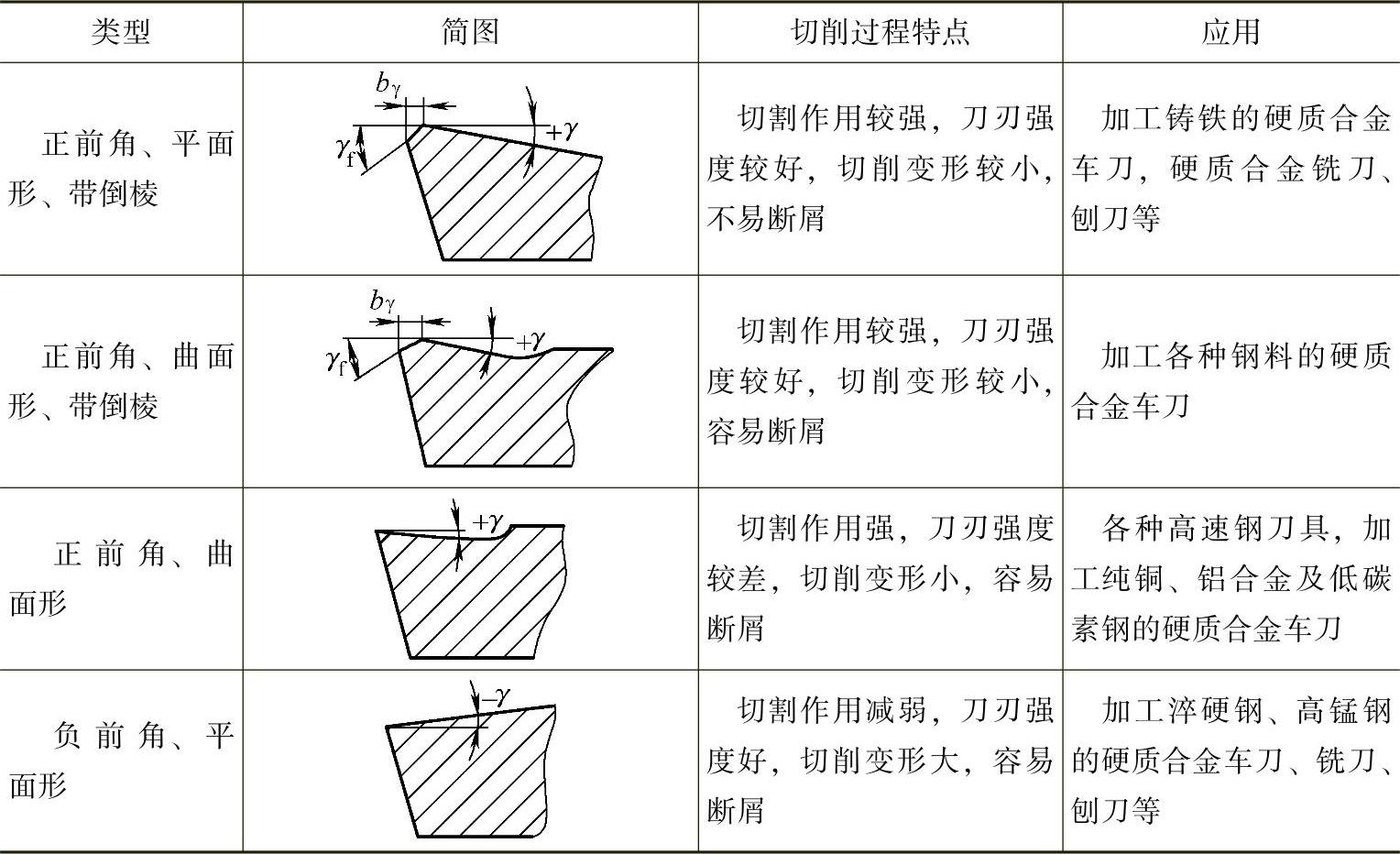
(2)前面形状及刃区剖面形式 前面有平面形、曲面形、带倒棱形等。正确选择前面形状及刃区参数,可防止刀具崩刃、提高刀具寿命。
常见的前面形状及其应用
(续)
刀具刃区剖面形式是刀具刃口微观状态的重要体现,具体分为锋刃、负倒棱刃、消振棱刃、钝圆刃等形式。
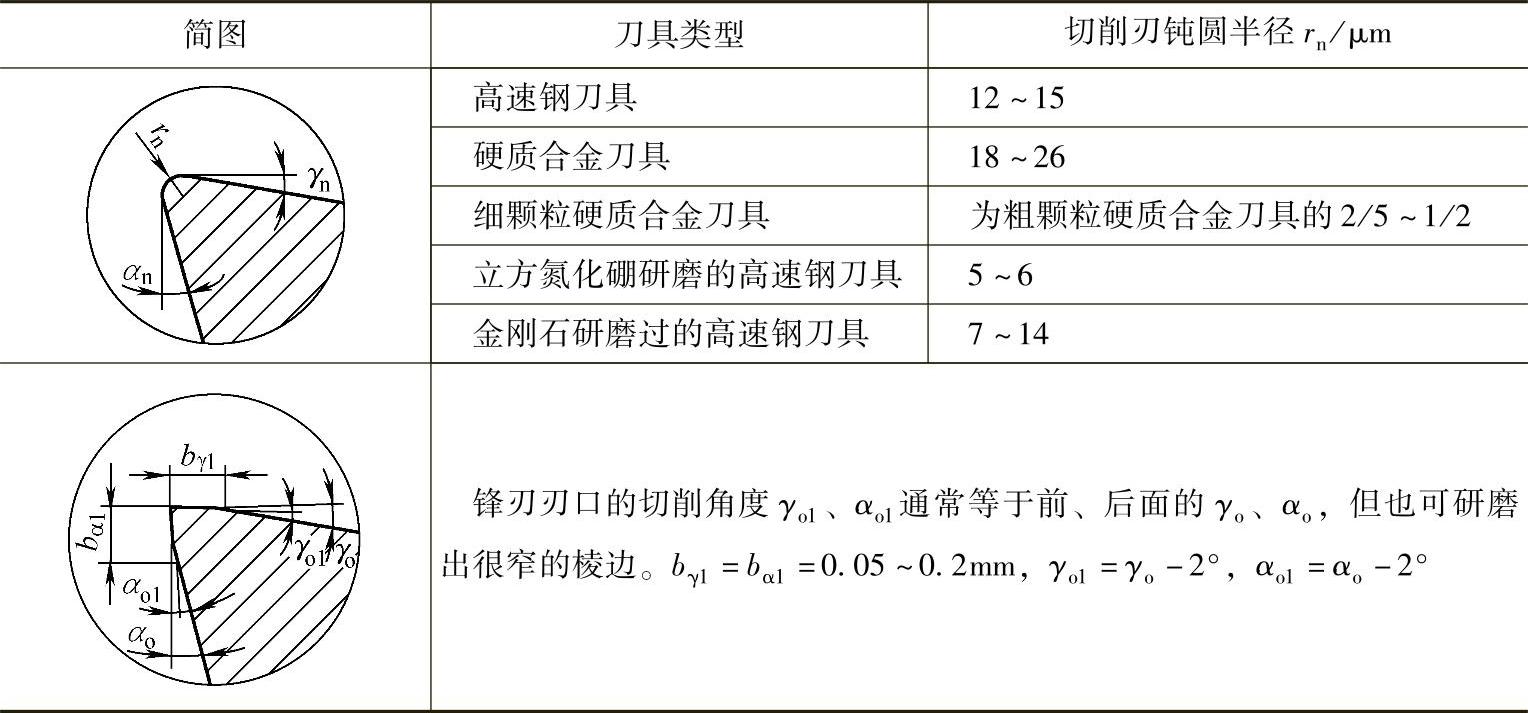
1)锋刃:锋刃是指刃磨前面和后面直接形成的切削刃,比较锐利。但它并不是绝对锐利的,而在刃磨后自然形成一个切削刃钝圆半径rn,其值取决于刀具材料、刃磨工艺和楔角的大小,并且在切削过程中随着磨损而有增大的趋势,刀具表面粗糙度越大,增加速度也越大。锋刃刀具广泛用于各类精切刀具、成形刀具和展成法加工刀具等。
锋刃刀具刃口参数
2)负倒棱刃:负倒棱就是沿切削刃磨出很窄的负前角棱面(又称第一前面)。采用负倒棱刃是增加刀刃强度的有效措施,可提高刃口表面质量。下图是前角γo1小于或等0°的倒棱刃区形式。倒棱宽度小于进给量f时,切削钢料,切削力Fc增加不超过8%。负倒棱对背向力Fp影响较大,当γo1=-30°~-20°时,Fp增大75%,且易引起振动。
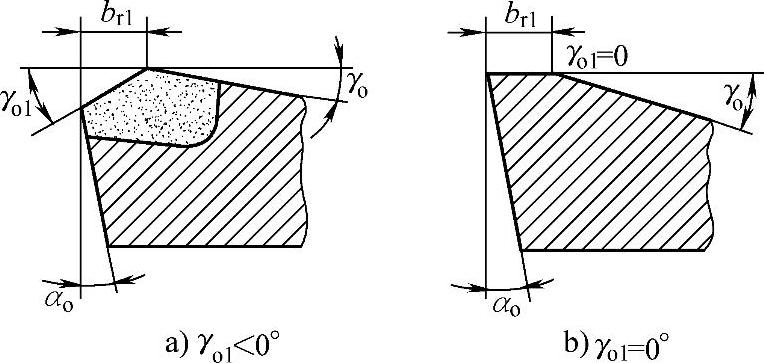
倒棱刃区形式
负倒棱刀具广泛用于硬质合金粗车刀、半精车刀、铣刀和刨刀,以及陶瓷、氮化硅、CBN等材料的加工。
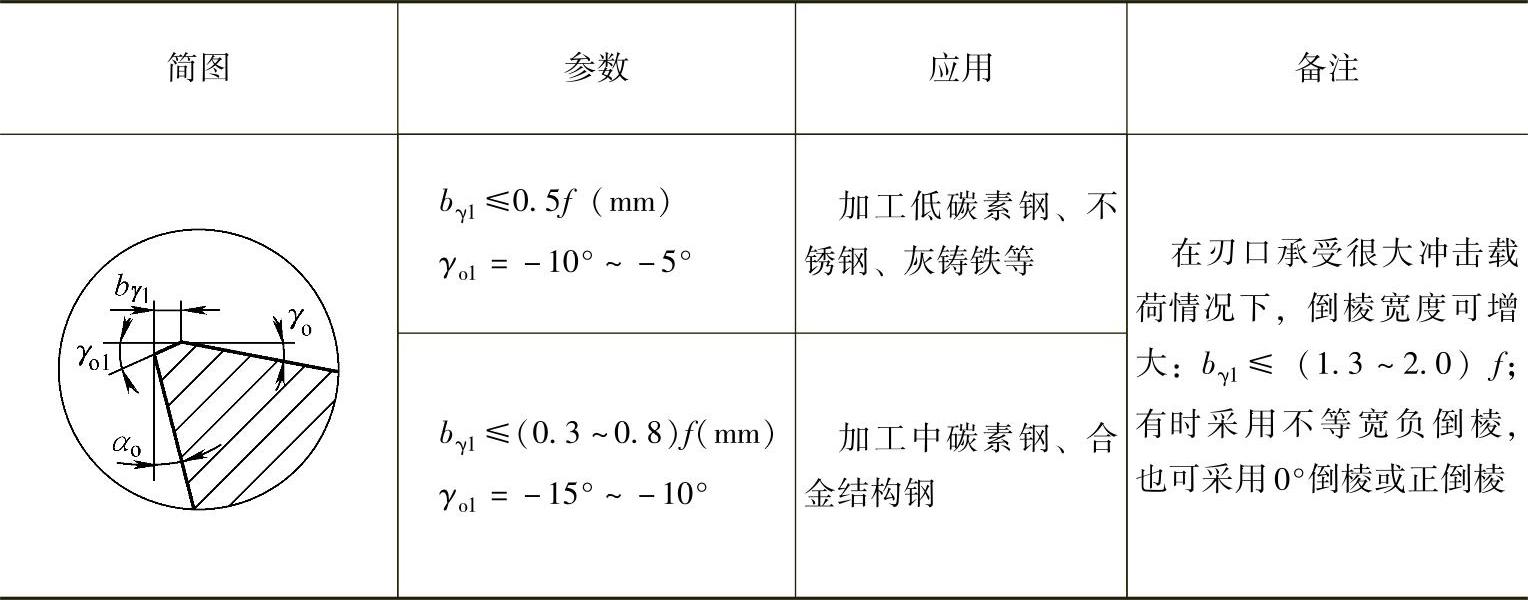
负倒棱刀具参数的选择
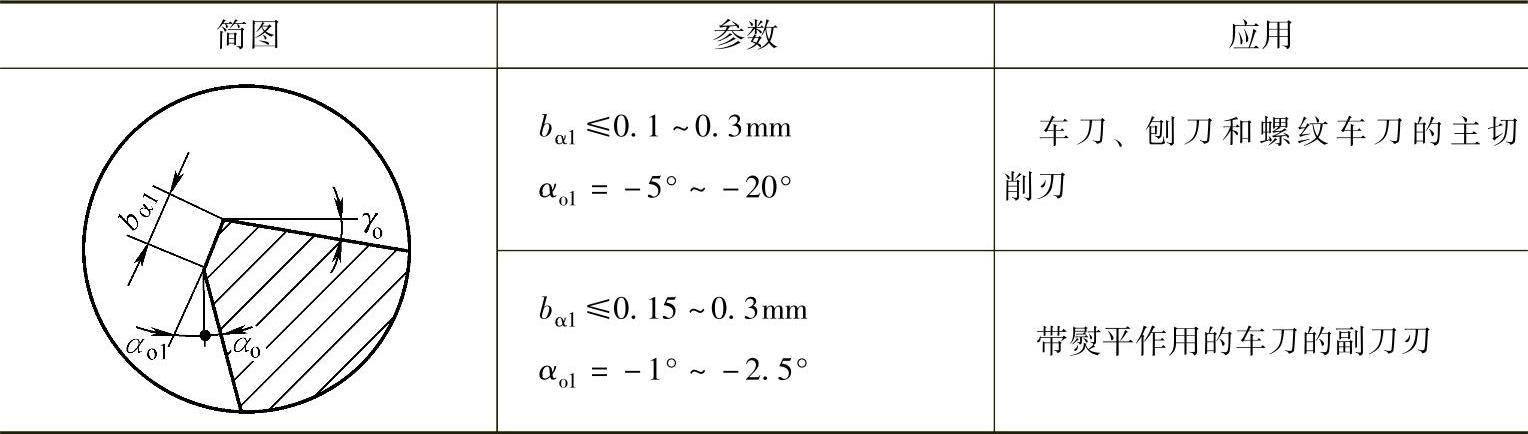
3)消振棱刃:消振棱刃可增强刀刃,提高刃口表面质量。切削过程中,当因机床或工件系统的刚度不足而引起低频自振时,由于消振棱可产生阻尼力,从而能消减振动。它还具有挤压熨平加工表面的作用,可提高已加工表面质量和刀具寿命。消振棱刃适用于粗、精车刀、刨刀和螺纹刀具等。
消振棱刃刀具参数选择
4)钝圆刃:该种刃口形式是直接通过刀片钝化处理或切削刃在负倒棱的基础上进一步钝圆处理而成,如图所示,前者为圆弧刃口或瀑布刃口,后者为倒棱倒圆刃口。
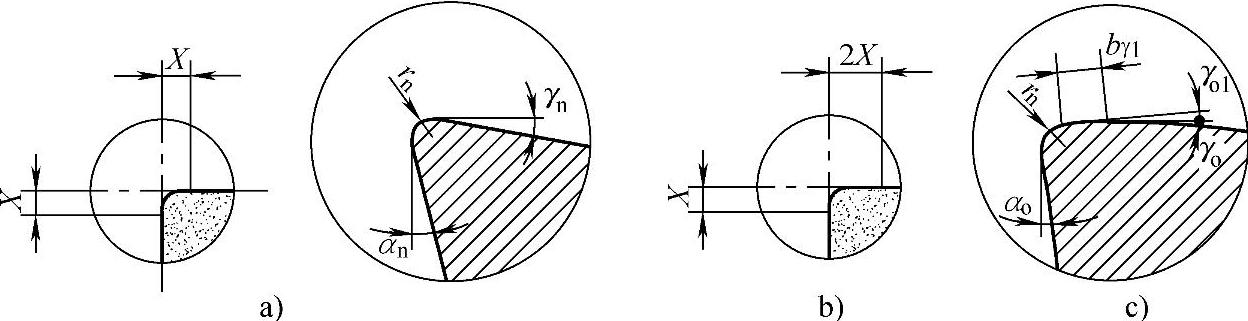
钝圆刃
a)圆弧刃口 b)瀑布刃口 c)倒棱倒圆刃口
钝圆切削刃的钝圆半径比锋刃直接形成的要大一些。切削刃进行钝圆处理时,能研磨掉切削刃上的小缺口,可增强刀刃,延长刀具寿命,也可起一定的挤压熨平和消振作用,有利于提高加工表面质量。适合于各种粗、精加工的硬质合金刀具和可转位刀片等。
钝圆切削刃的钝圆半径rn≤f/3。根据其钝圆半径不同,可分为轻型钝圆(rn约为0.02~0.03mm)、中型钝圆(rn约为0.05~0.1mm)和重型钝圆(rn约为0.1~0.15mm)。
倒棱倒圆及瀑布刃口形式的刀具刀尖强度大,切削刃抗冲击性能强,可用于高效率的加工,可进行断续、槽型和黑皮加工等,适用于重型或超重型切削等。


 客服1
客服1 