






随着制造技术的不断发展,各种新型材料得到了开发和广泛应用,这些新型材料中有很多都属于难加工材料,如钛合金、高温合金以及复合材料等。一方面,大大提升了产品性能,另一方面也给加工制造带来了很大困难。针对各种难加工材料的特点,采取相应的措施,高效率、低成本、保质保量地完成加工任务,满足加工要求,符合现代科技和工业发展的需要,意义重大。
材料切削加工性分析及影响因素
一、切削加工性分级
金属材料的切削加工性是指一定切削条件下,金属材料切削加工的难易程度。切削加工性不仅取决于材料本身,还取决于具体的加工要求及切削条件。加工要求和生产条件不同,评定材料切削加工性的指标也不相同,评定指标有多种方法,常用的方法是以切削速度衡量切削加工性,即在刀具使用寿命T相同的前提下,切削某种材料允许的切削速度vT高,切削加工性好;反之vT小,切削加工性差。如取刀具使用寿命T=60min,则vT可写作v60。
生产中常用相对加工性Kv来衡量,Kv是以强度Rm=0.598GPa的45钢(正火)的v60为基准,写作(v60)j,其他被切削材料的v60与之相比的数值,即Kv=v60/(v60)j,Kv值越大,切削加工性越好。常用材料的相对加工性分为8级,如表所示。
切削加工性的分级

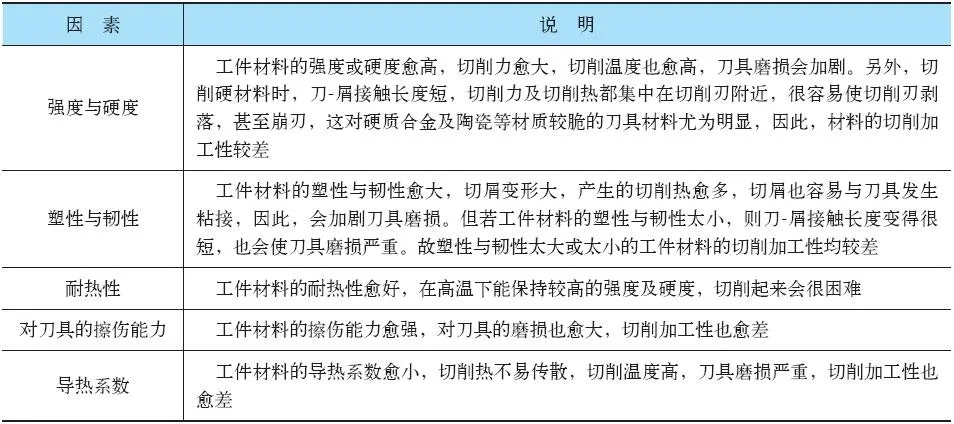
二、影响材料切削加工性的因素
影响材料切削加工性的因素见表。
影响材料切削加工性的因素
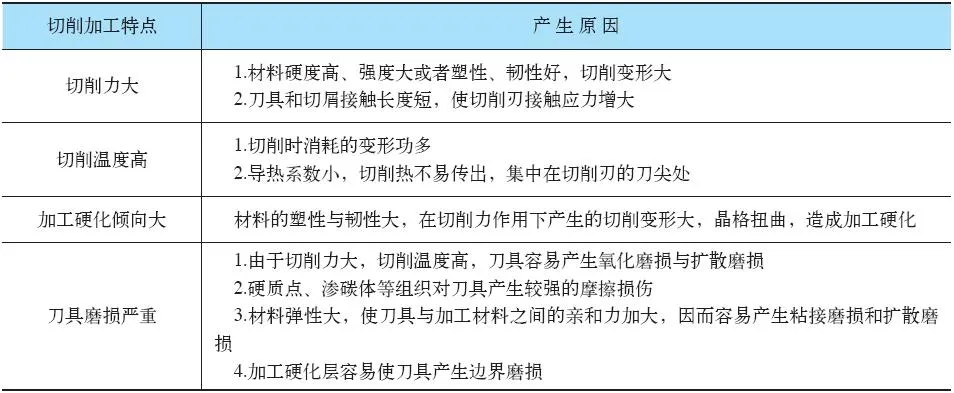
难加工材料的切削加工特点
难加工材料的切削加工特点见表。
难加工材料的切削加工特点


 客服1
客服1 