






(一)拉刀的结构
圆孔拉刀的结构如图所示:
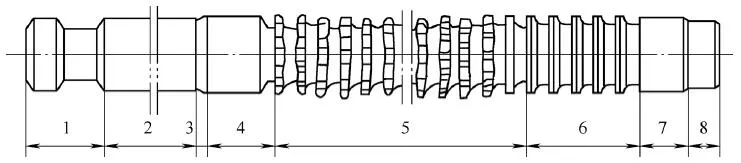
圆孔拉刀的结构
1—头部 2—颈部 3—过渡锥部分 4—前导部分 5—切削部分 6—校准部分 7—后导部分 8—尾部
(1)头部——与机床连接,传递运动和拉力。
(2)颈部——头部和过渡锥连接部分,也是打标记的地方。
(3)过渡锥部分——起引导作用,使拉刀容易进入工件的预制孔。
(4)前导部分——引导拉刀平稳地、不发生歪斜地过渡到切削部分。
(5)切削部分——担任全部加工余量的切除工作。它由粗切齿、过渡齿和精切齿组成。
(6)校准部分——最后几个无齿升量和分屑槽的刀齿起修光、校准作用,以提高孔的加工精度和表面质量,并可作为精切齿的后备齿。
(7)后导部分——用来保持拉刀最后几个刀齿的正确位置,防止拉刀在即将离开工件时,因工件下垂而损坏已加工表面质量及刀齿。
(8)尾部——当拉刀长而重时,可以用托架支托拉刀的尾部,防止拉力因自重而下垂,一般重量较轻的拉刀则不需要尾部。
(二)刀齿的几何参数
拉刀切削部分的主要几何参数如图所示。
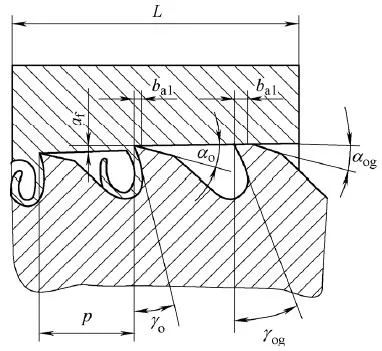
拉刀切削部分的主要几何参数
(1)齿升量af——前、后两刀齿(或齿组)半径或高度之差。粗切齿af=0.02~0.20mm,精切齿af=0.005~0.015mm。
(2)齿距p——相邻两刀齿之间的轴向距离。齿距根据孔的拉削长度计算,拉刀同时工作齿数可取3~8个。
(3)前角γo——前角根据工件材料选择。一般高速钢拉刀切削齿的前角γo=5°~20°,硬质合金拉刀的前角γo=0°~1.0°,校准齿前角γog与切削齿前角相同。
(4)刃带ba1——为了增加拉刀的重磨次数,提高切削过程的平稳性和便于制造时控制刀齿的直径,在刀齿后刀面上留有一后角为0°的棱边。


 客服1
客服1 