






拉削过程是用拉刀进行的,它是靠拉刀的后一个(或一组)刀齿高于前一个(或一组)刀齿,一层一层地切除余量,以获得所需要的加工表面。拉削时拉刀做等速直线运动,由于拉刀的后一个(或一组)刀齿高出前一个(或一组)刀齿,从而能够一层层地从工件上切下多余的金属,如图所示。
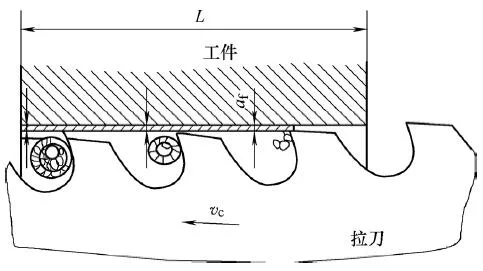
拉削加工示意图
由于拉削速度较低,切削厚度很小,可以获得较高的精度和较好的表面质量。拉削加工与其他加工方法相比较,具有以下特点:
(1)拉床结构简单。拉削通常只有一个主运动(拉刀直线运动),进给运动由拉刀刀齿的齿升量来完成。因此拉床结构简单,操作方便。
(2)加工精度与表面质量高。一般拉床采用液压系统,传动平稳;拉削速度较低,一般为0.04~0.2m/s(2.5~12m/min),不易产生积屑瘤,切削厚度很小,一般精切齿的切削厚度为0.005~0.015mm,因此加工精度可达IT7,表面粗糙度值Ra=0.8~2.5μm。
(3)生产率高。由于拉刀是多齿刀具,使得同时参与工作的刀齿多,切削刃总长度大,一次行程能完成粗、半精及精加工,因此生产率很高。
(4)拉刀使用寿命长。由于拉削速度较低,拉削磨损慢,因此拉刀耐用度较高,同时,拉刀刀齿磨钝后,还可重磨几次,有较长的使用寿命。
由于拉刀的结构比一般的刀具复杂,制造成本高,因此一般多用于大量或成批生产。但是,对于某些精度要求较高并且形状特殊的内外成形表面,用其他方法加工比较困难时,虽是单件、小批量生产,也有采用拉刀加工的。


 客服1
客服1 