






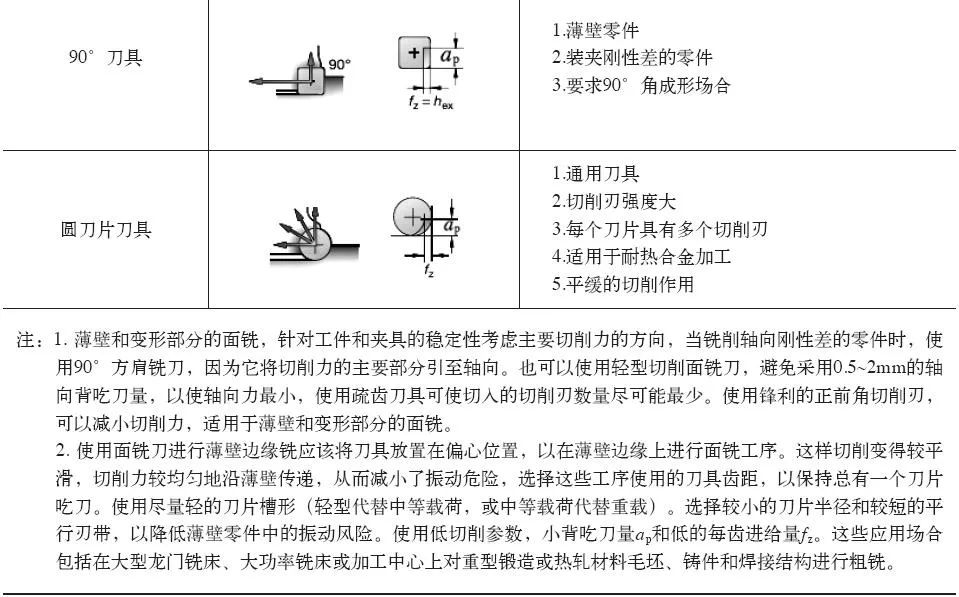
面铣刀分成2大类,第一类是以钎焊方式将硬质合金刀片固定在刀齿上,然后把刀齿安装在铣刀刀体上,这称为镶齿式面铣刀;第二类就是将硬质合金刀片直接安装在铣刀刀体上,然后用螺钉等固定,这称为可转位机夹式铣刀。面铣刀有轴向前角和径向前角两个前角,根据被加工对象的材料和切削条件来选择两个前角的方向,即正、负或零。平面铣削方式一般分为以下几种:
1.普通面铣 面铣是最普遍的铣削工序,可以使用许多不同刀具进行。具有45°主偏角的刀具最常用,但在某些工况下也使用圆刀片铣刀、方肩铣刀以及三面刃铣刀,如下表所示。

普通面铣切削状态
普通面铣刀具选用

2.大进给铣削 对于大进给铣削当使用具有小主偏角的刀具或使用圆刀片刀具时,由于薄切屑效应,可以以极高的每齿进给量(高达4mm/z)进行面铣。虽然背吃刀量被限制在2mm以内,但是极大的进给使它成为一种高生产率铣削方法,所需刀具选用如下表所示。

大进给切削状态
大进给铣削刀具选用

3.重载面铣 一般来说,重载面铣需要去除大量的材料,同时产生高温和高切削力,面铣刀在全背吃刀量处主要切削刃承受重载,而当背吃刀量接近零时,磨蚀性氧化皮对圆角有磨损。
重载切削状态
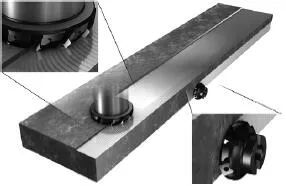
当使用磁性工作台夹紧工件时,产生的大量切屑通常会停留在刀具周围,因此会导致中断或部分排屑,以及切屑再切削,这些会危害刀具寿命。为了避免这种情况,要保持加工范围内没有切屑。通过增加背吃刀量防止易损刀尖与磨蚀性表皮和氧化皮摩擦,将表面接触点移动到刀片上较坚固的主切削刃。
4.不等齿距铣刀 所谓不等齿,是指有意按照不同尺寸设置面铣刀的切削刃。例如6刃铣刀的等分原本应当保持60°的间距,而不等分方式则是将分割角度设置为65°、56°、59°、65°、56°、59°。之所以不等齿铣刀应用广泛,是因为在高速切削时,由于主轴高速旋转,如果刀具中存在不平衡量,它所产生的离心力将对主轴轴承、机床部件等施加周期性载荷,从而引起振动,这将对主轴轴承、刀具寿命和加工质量造成不利影响。而不等齿距立铣刀是一种新型高性能切削刀具,它能有效地抑制颤振,提高被加工表面质量。
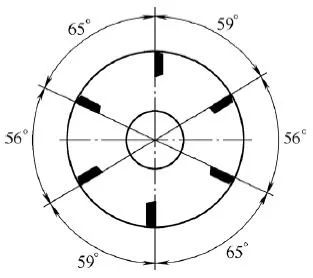
不等齿距铣刀


 客服1
客服1 