






平面铣削主要是对工件的表面进行加工,使工件的精度和质量达到加工要求。平面铣削需要考虑加工平面的大小、具体的位置以及加工表面的平整程度。此外,工件加工面的基准定位及平行度、垂直度都要考虑在内。平面铣削的加工内容是平面铣削工艺的基础。
(一)平面铣削工艺的特点
在平面的铣削加工过程中,主要有立铣刀圆周铣和面铣刀端面铣这两种方式。在平面作业时,端面铣的效率和质量较高,所以在一般情况下,平面铣削都会使用端面铣。端面铣的特点如下:
(1)在面铣刀加工时,轴线必须垂直于加工工件的表面。铣床的主轴轴线会直接影响到加工工件平面度的好坏。
(2)端面铣时的面铣刀刀柄装夹性能好,振动幅度不大,比较稳定。
(3)端面铣工作时,刀齿的主切削刃与副切削刃同时作业,使加工工件的表面质量较好。其中,主切削刃负责切削,副切削刃起到修光的作用。
(4)端面铣能够使用质量和精度良好的合金刀片,提高效率和质量。
(二)平面铣削接触方式
切入角与切出角如图所示,面铣刀的刀尖切入工件的角度(E)称为切入角(咬入角),刀尖从工件离开时的角度(DE)称为切出角(脱离角)。切入角与切出角是决定切削开始时与切削结束时的刀具所受到的冲击大小的主要因素,也关系到刀具寿命。
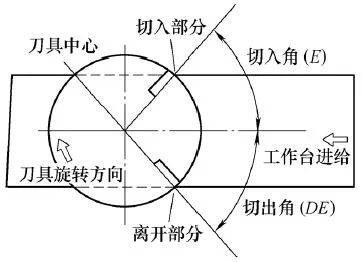
切入角与切出角
对有的工件而言,确定了面铣刀的直径与补正量(工件与铣刀的位置关系),切入角与切出角也就确定。如图所示,左侧的面铣刀切入角EA与右侧的面铣刀切入角EB的关系是EA≥EB。
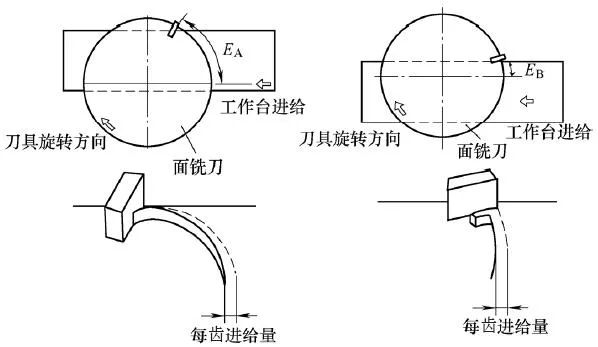
切入角对比
切削刃切入时的接触点。切削刃切入工件的位置不同,刀具寿命会有所变化。如图所示,切削刃切入工件之前的状态。切除的剖面用STUV平行四边形来表示。
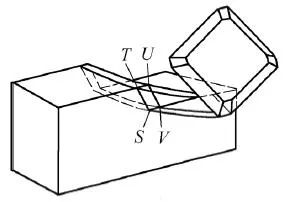
切削刃接触点
切削刃与工件的接触发生在STUV的范围内,从S、T、U、V中的任意一边或整个平面同时开始接触。接触的方式分类如下:
(1)点接触S、T、U、V。
(2)线接触ST、TU、UV、VS。
(3)面接触STUV。
接触方式由面铣刀的各角度与切入角决定,9种接触方式与各角度关系式如图所示。S点接触是从刀尖最弱的部位开始接触,因此易发生破损,必须避免这种方式,最好是U点接触或V点接触。要实现这样的接触方式,需要确定面铣刀的各角度以及相对安装位置。图中R为径向刃倾角;A为轴向刃倾角;E为切入角;CH为切削刃余偏角。
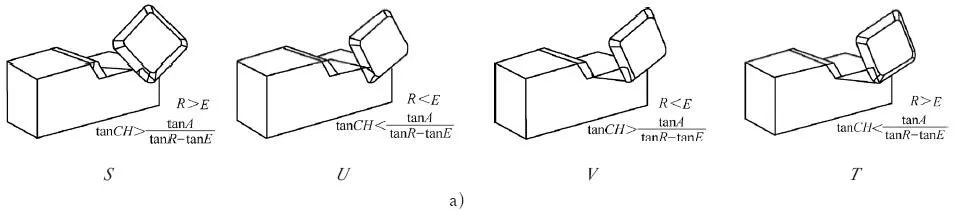
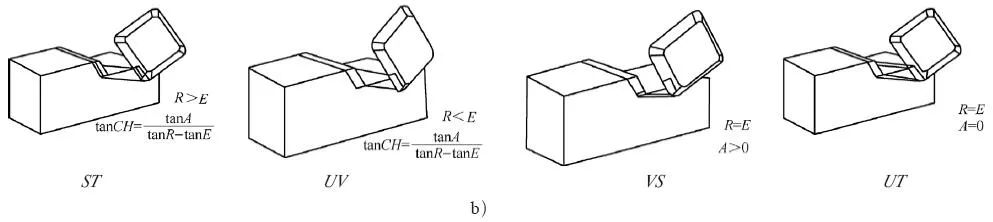
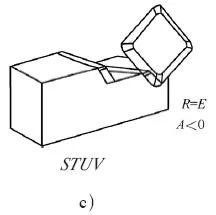
a)点接触 b)线接触 c)面接触
9种接触方式


 客服1
客服1 