
河南倍耐锐机械设备有限公司,是一家专业从事立方氮化硼刀具(PCBN刀具)、金刚石刀具(PCD刀具)、刀杆刀盘及非标刀具研发、生产、销售和服务的现代化创新型企业,以技术服务为导向,形成产业链相互依托的形式,为加工制造企业解决各种加工问题,提供高效的刀具解决方案。我们专注于刀具的设计研发制造,为客户提供各种结构形式的立方氮化硼(PCBN)刀具、聚晶金刚石(PCD)刀具,以及非标产品的定制以满足各类加工环境需求,产品主要应用领域已涉足轧辊、汽车零部件、航空航天、...
查看更多一、螺丝基本术语螺丝、螺栓、螺钉、螺柱的区别螺丝:俗称,泛指所有带有外螺纹的紧固件,包括螺栓、螺钉等。螺栓:头部多为六角形,杆部带外螺纹,需与螺母配合使用。螺钉:体积较小,头部形状多样(如平头、十字头),直接旋入被连接件中。螺柱:又称“双头螺柱”,两端均为外螺纹,中间为光杆,常用于深孔连接。螺母:内孔带内螺纹,与螺栓配合使用,标准术语应称“螺母”而非“螺帽”。螺纹定义:在圆柱或圆锥表面形成的螺旋线...
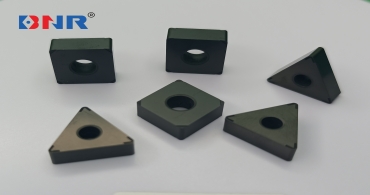
立方氮化硼(CBN)刀具在车削加工轴承外圈中的应用具有显著的技术优势,尤其适用于高硬度、高耐磨性的轴承钢(如GCr15、GCr18Mo等)加工。以下从材料特性、加工工艺、刀具选型及加工质量等方面进行技术分析:1. 轴承外圈加工特点材料特性:轴承钢(如GCr15)硬度高(淬火后硬度可达60-65 HRC),耐磨性好,但导热性差,加工时易产生高热,导致刀具磨损快。加工难点:高硬度材料导致传统硬质合金刀...
1. 高硬度与高强度淬火钢经过淬火处理后,硬度大幅提高,通常达到 HRC55 - 65,甚至更高。这种高硬度使得切削力显著增大,普通刀具难以切入工件,切削过程极为困难。同时,高硬度还导致刀具磨损加剧,刀具寿命大幅缩短。刀具在切削高硬度淬火钢时,切削刃承受着巨大的压力和摩擦力,容易产生磨损、崩刃等失效形式,严重影响加工的连续性和稳定性。2. 低塑性与高脆性淬火钢的塑性和韧性较低,在切削过程中,材料不...
GB/T5340-2006《可转位立铣刀》修改采用了国际标准IS06262:1982,其包括三个标准GB/T5340.1~3-2006,分别是削平直柄、莫氏锥柄机夹式立铣刀及技术条件,该标准规定的可转位立铣刀的切削刃较短(一般为一个刀片的有效切削刃长度),因此背吃刀量较小。 1)直柄可转位立铣刀,GB/TS340.1-2006《可转位立铣刀第1部分:削平直柄立铣刀》规定了可转位削平直柄立铣刀的尺寸...
圆锥形及其球头立铣刀,也分为直柄与莫氏锥柄两大类直柄圆锥形及其球头立铣刀分为普通直柄与削平直柄两种,下表为直柄锥形立铣刀与直柄锥形球头立铣刀的型式与尺寸摘录,供参考。莫氏圆锥形及其球头立铣刀各分为Ⅰ型和Ⅱ型两种,下表为莫氏锥柄圆锥形立铣刀与莫氏圆锥形球头立铣刀的型式与尺寸摘录,供参考。...
模具铣刀顾名思义其主要适合于加工型面复杂模具型腔和型芯,其切削部分主要包括球头立铣刀、圆锥形立铣刀、圆锥球头立铣刀三大类型,适合加工模具的曲面、圆弧拐角、起模斜度等,这应该是已经具备现代数控加工立式铣刀的雏形,仅缺少圆角头立式铣刀。从模具铣刀国家标准的发展看,最早出现的模具铣刀标准是GB6136.1~9-1986与GB6137-1986共10个标准,然后是JB/T7666.1~10-1999共10...
GB/T1112-2012的莫氏锥柄键槽铣刀内容不等效采用了IS01641-2:2011《立铣刀和键槽铣刀 第2部分:莫氏锥柄铣刀》,规定了莫氏锥柄键槽铣刀的型式与尺寸,下表摘录了其尺寸参数部分,供参考,其中Ⅱ型莫氏锥柄键槽铣刀在数控加工中应用不多。...
GB/T 1112-2012的直柄键槽铣刀内容参考了ISO 1641-1:2003《立铣刀和键槽铣刀 第1部分:直柄铣刀》,规定了直柄键槽铣刀的型式与尺寸,下表摘录了其尺寸参数部分,供参考,其中斜削平直柄和螺纹直柄键槽铣刀在数控加工中应用不多。...
GB/T14328-2008《粗加工立铣刀》规定了普通直柄、削平直柄和莫氏锥柄粗加工立铣刀的型式与尺寸、技术要求等,标准说的粗加工立铣刀实际上是后波形刃立铣刀,其波形刃形状仅给出了型式,未给出具体参数,由制造厂家确定。1)直柄粗加工立铣刀。下表摘录普通与削平直柄粗加工立铣刀的尺寸参数部分,供参考。直柄粗铣刀有A、B两种型式,差异主要在波形刃上。2)莫氏锥柄粗加工立铣刀。下表摘录莫氏锥柄粗加工立铣刀...
GB/T16770-2008《整体硬质合金直柄立铣刀》修改采用了国际标准 ISO 10911:1994,该标准分两部分--型式和尺寸及技术规范。GB/T16770.1-2008《整体硬质合金直柄立铣刀第1部分:型式与尺寸》规定了直径1~20mm的整体硬质合金直柄立铣刀的型式与尺寸,下表所示摘录了其尺寸参数部分,供参考。...

微信公众号

淘宝店铺


 客服1
客服1 