






7∶24的刀柄是靠刀柄的7∶24锥面与机床主轴孔的7∶24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。为了适应高速加工,出现了锥度为1∶10的HSK真空刀柄。HSK真空刀柄靠刀柄的弹性变形连接,在连接时不但刀柄的1∶10锥面与机床主轴孔的1∶10锥面接触,而且刀柄的法兰盘面与主轴面也紧密接触。HSK刀柄的空心锥柄与主轴孔完全接触时,刀柄端面与主轴端面有约0.1mm间隙(见图a)。夹紧时,在夹紧机构的作用下拉杆向左移动,胀套胀开,胀套外锥面顶在空心锥柄内锥面上,拉动刀柄向左移动,空心锥柄产生变形,刀柄端面与主轴端面靠紧,实现了刀柄与主轴锥面和端面两面同时定位和夹紧(见图b)。
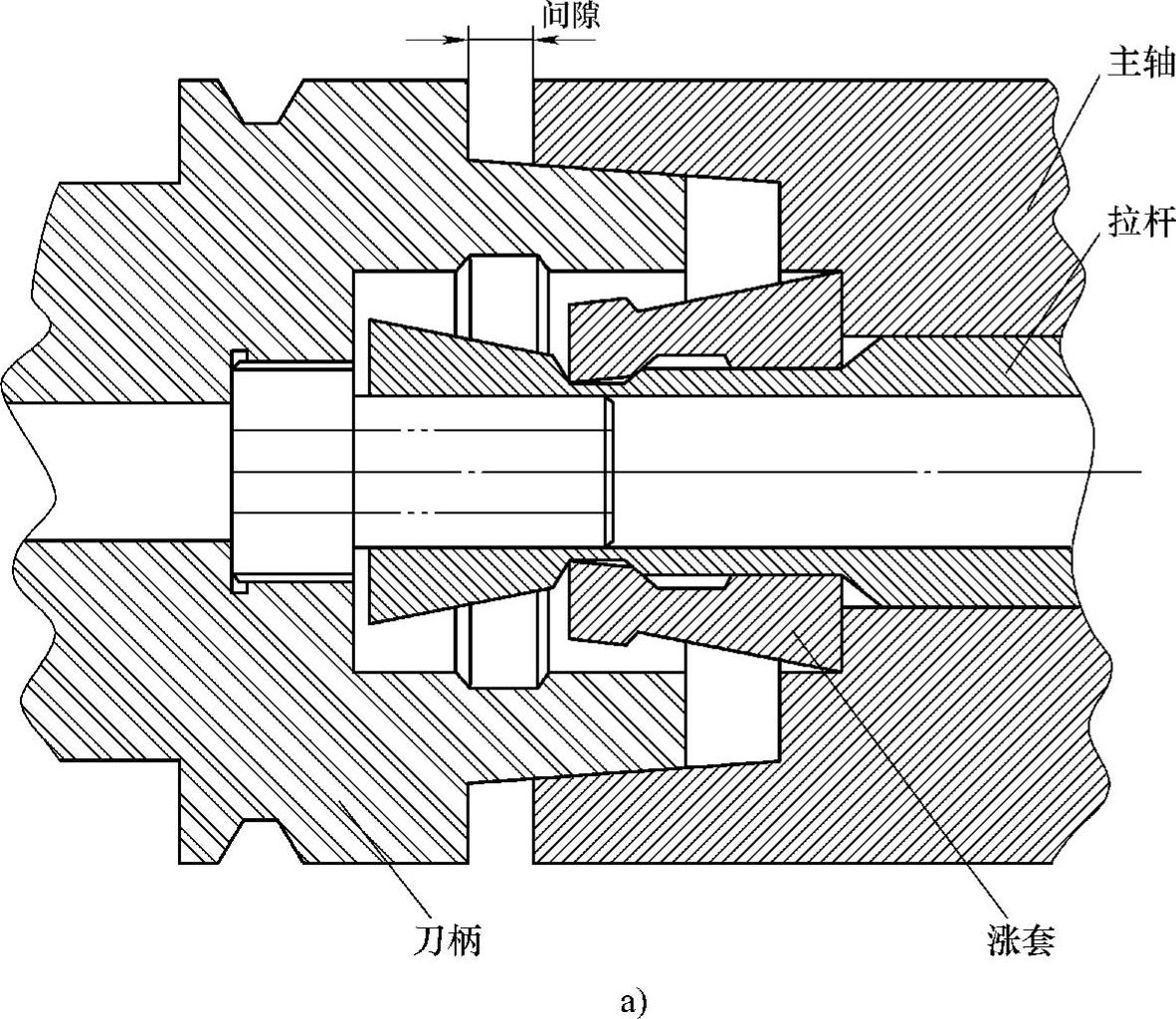
HSK刀柄配合原理
a)刀柄拉紧前
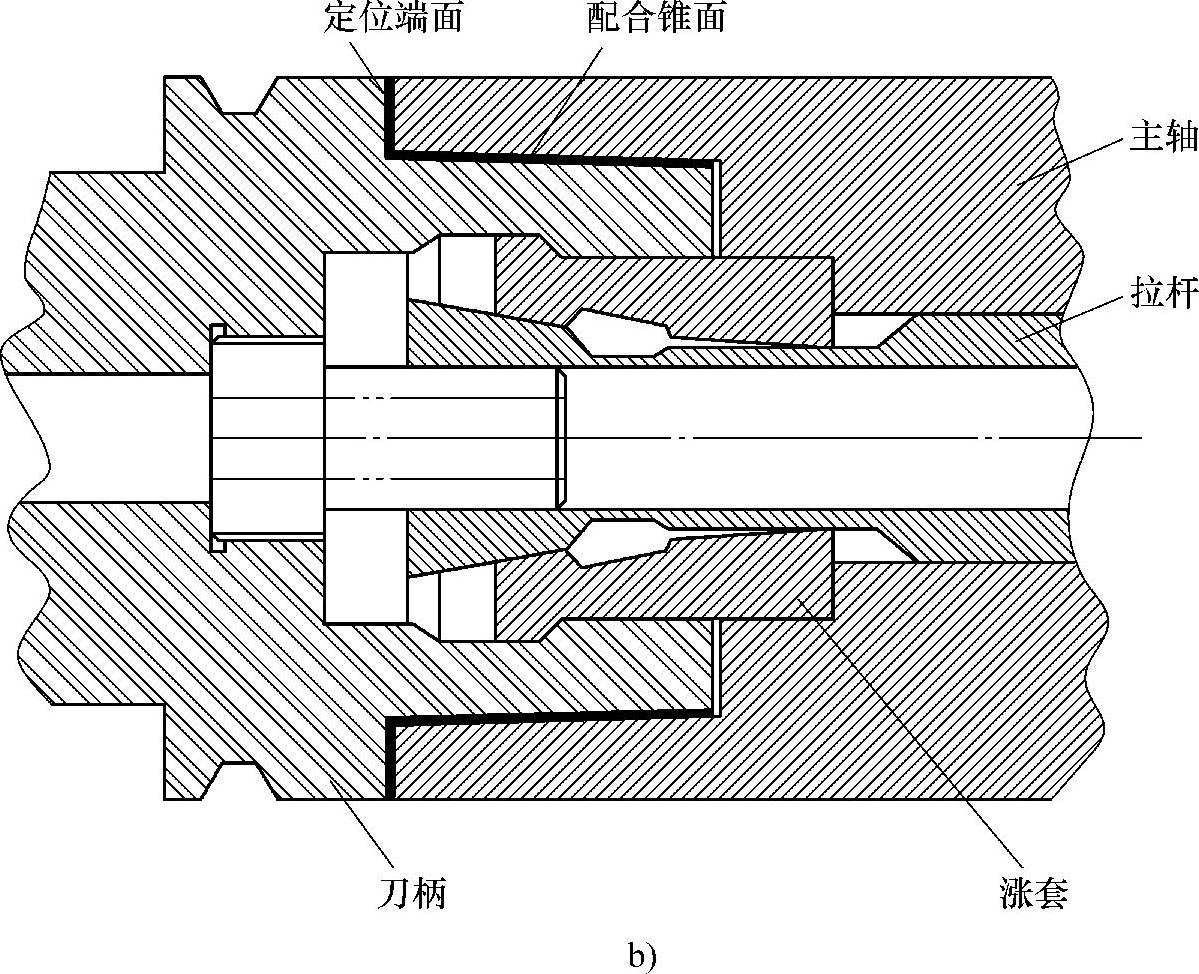
HSK刀柄配合原理(续)
b)刀柄拉紧后
HSK刀柄的优点是:
1)锥面和端面同时接触定位,刀柄薄壁锥体会随高速时主轴锥孔的“胀大”而“胀大”,两者中间不会出现间隙,保证了轴向精度和刚度。
2)刀具拉杆爪在刀柄内打开,夹紧力将随着机床主轴转速的升高而加大,提高了装夹的安全与可靠性。
3)中空短锥刀柄减少了刀柄的重量和惯量,有利于主轴速度和加速度性能的提高。但是,这些改进同时也提高了对刀柄的制造精度的要求,从而也提高了刀柄的成本。


 客服1
客服1 