






1)刃磨过渡刃 标准麻花钻的外缘是主副切削刃的交点,此处磨损最快。可将该处修磨成双重顶角,当直径大于50mm时,还可磨出三重顶角,也可磨出圆弧刃(相当于多重顶角),如下图所示。其好处是刀尖角εr加大,主切削刃工作长度增加,切削厚度减薄,刀具特别是刀尖的强度和散热条件改善。但另一方面由于切削厚度变薄,切削变形和单位面积切削力加大,所以对于塑性大的金属此类修磨办法不宜采用。
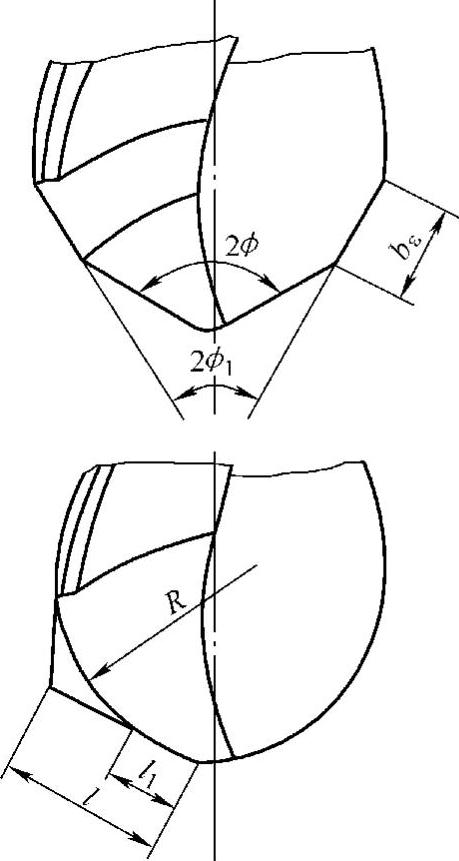
刃磨过渡刃
(2)修磨横刃 横刃太长,定心不好,同时横刃又有很大的负前角(-54°~-60°),切削条件差,实际上不是在切削而是在刮削和挤压,将原来的横刃长度修磨短,同时修磨出前角,有利于钻头的定心和减小轴向力。下图所示为横刃的修磨方法。
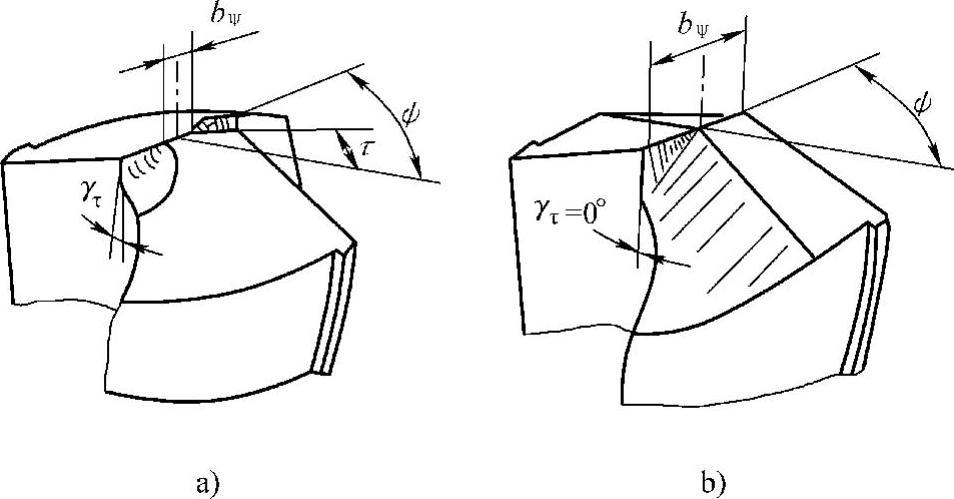
横刃的修磨方法
a)磨大前角 b)磨成十字形
(3)修磨前刀面 这种修磨是改变前角的大小和前刀面形式,以适应不同材料的加工。加工硬脆材料时,为保证切削刃的强度,可将靠近外缘处的前刀面磨平一些,以减小前角,如图a所示。加工强度很低的材料时,为了减小切削变形,可在前刀面上磨出卷屑槽,以增大前角,如图b所示,使钻头切削轻快,改善已加工表面质量。
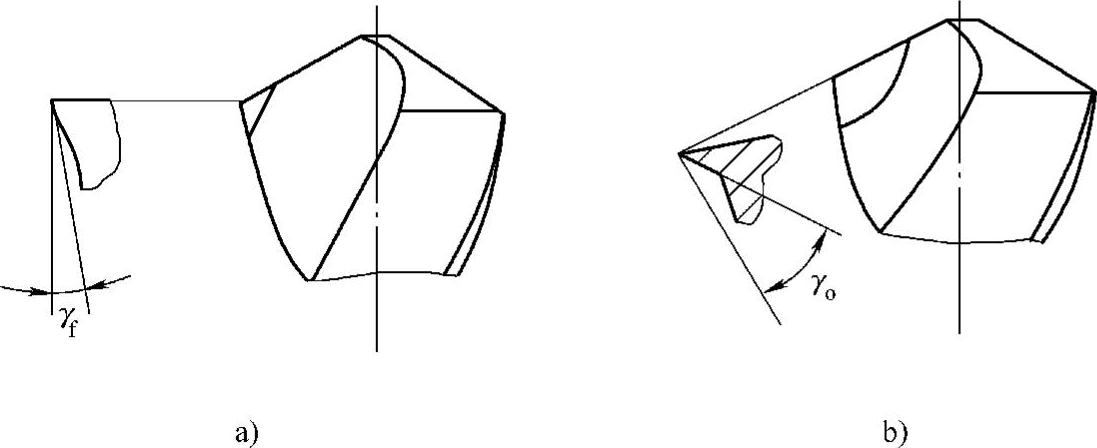
修磨前刀面
a)磨平前刀面 b)在前刀面上磨出卷屑槽
(4)修磨分屑槽 如下图所示,在钻削塑性材料或尺寸较大的孔时,为了便于排屑,可在两主切削刃的后刀面上交错磨出分屑槽,也可在前刀面上轧制出分屑槽,使切屑分割成窄条,便于排屑。开分屑槽时应注意几点:
1)槽深要大于进给量。
2)两个主切削刃后面上的分屑槽径向位置应错开。
3)分屑槽侧面应呈圆喇叭形,以保证侧刃(开分屑槽形成的)有一定的后角,否则挤压严重,效果反而更差。孔径越大越深开分屑槽的效果越好。
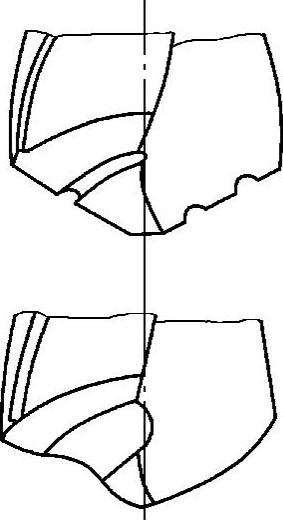
修磨分屑槽
(5)修磨刃带 加工软材料时,为了减小刃带与孔壁的摩擦,对于直径大于12mm的钻头,可根据下图所示对刃带进行修磨。修磨后钻头的耐用度可提高一倍以上。
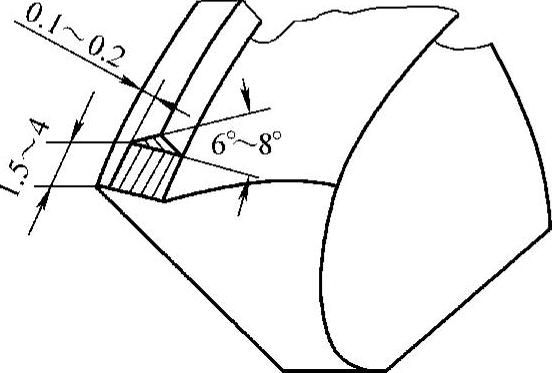
修磨刃带
以上是常见且简单易行的单项修磨措施,可根据具体的加工条件进行单项应用或组合应用。它们都是在先磨好的标准麻花钻的基础上进行修磨而成的。麻花钻属于多刃刀具,除分屑槽外,其他均应注意两个刃瓣的对称,如果对称性不好,切削力不平衡,就会造成孔的歪斜,呈多边形或振动,刀具寿命也随之降低。由于麻花钻的各个刃和面都处于空间位置,手工刃磨和目测检验都不是件容易的事,操作者应认真对待。


 客服1
客服1 