






如图所示,面铣刀圆周方向切削刃为主切削刃,端部切削刃为副切削刃,可用于立式铣床或卧式铣床上加工台阶面和平面,生产率较高。面铣刀多制成套式镶齿结构,刀齿为高速钢或硬质合金,刀体为40Cr。高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数z=10~26。
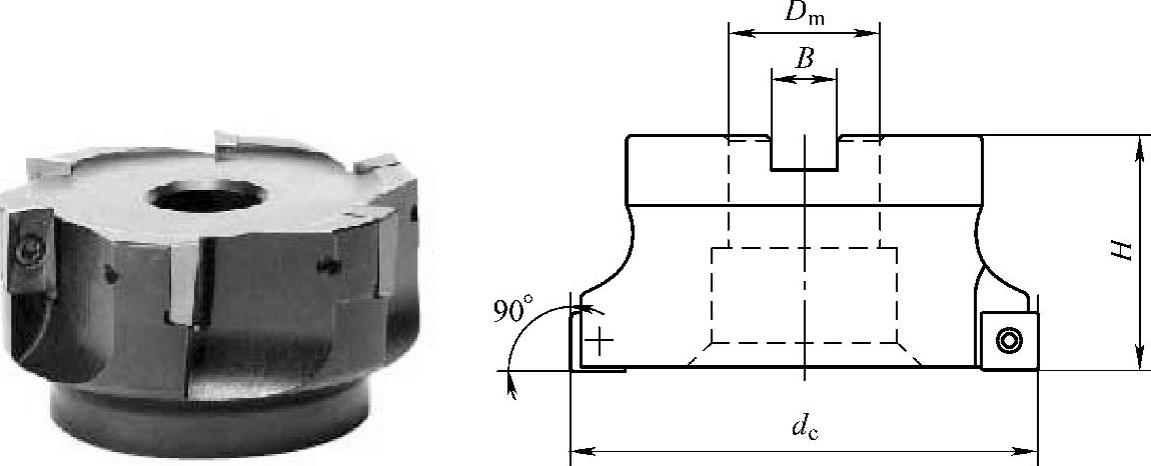
面铣刀
硬质合金面铣刀的铣削速度、加工效率和工件表面质量均高于高速钢铣刀,并可加工带有硬皮和淬硬层的工件,因而在数控加工中得到了广泛的应用。如图所示为常用硬质合金面铣刀的种类。整体焊接式面铣刀是将硬质合金刀片焊接在刀体上,结构紧凑,较易制造。但刀齿磨损后整把刀将报废,故已较少使用。机夹焊接式面铣刀是将硬质合金刀片焊接在小刀头上,再采用机械夹固的方法将刀装夹在刀体槽中。刀头报废后可换上新刀头,因此延长了刀体的使用寿命。由于整体焊接式和机夹焊接式面铣刀难于保证焊接质量,刀具耐用度低,重磨较费时,目前已被可转位式面铣刀所取代。
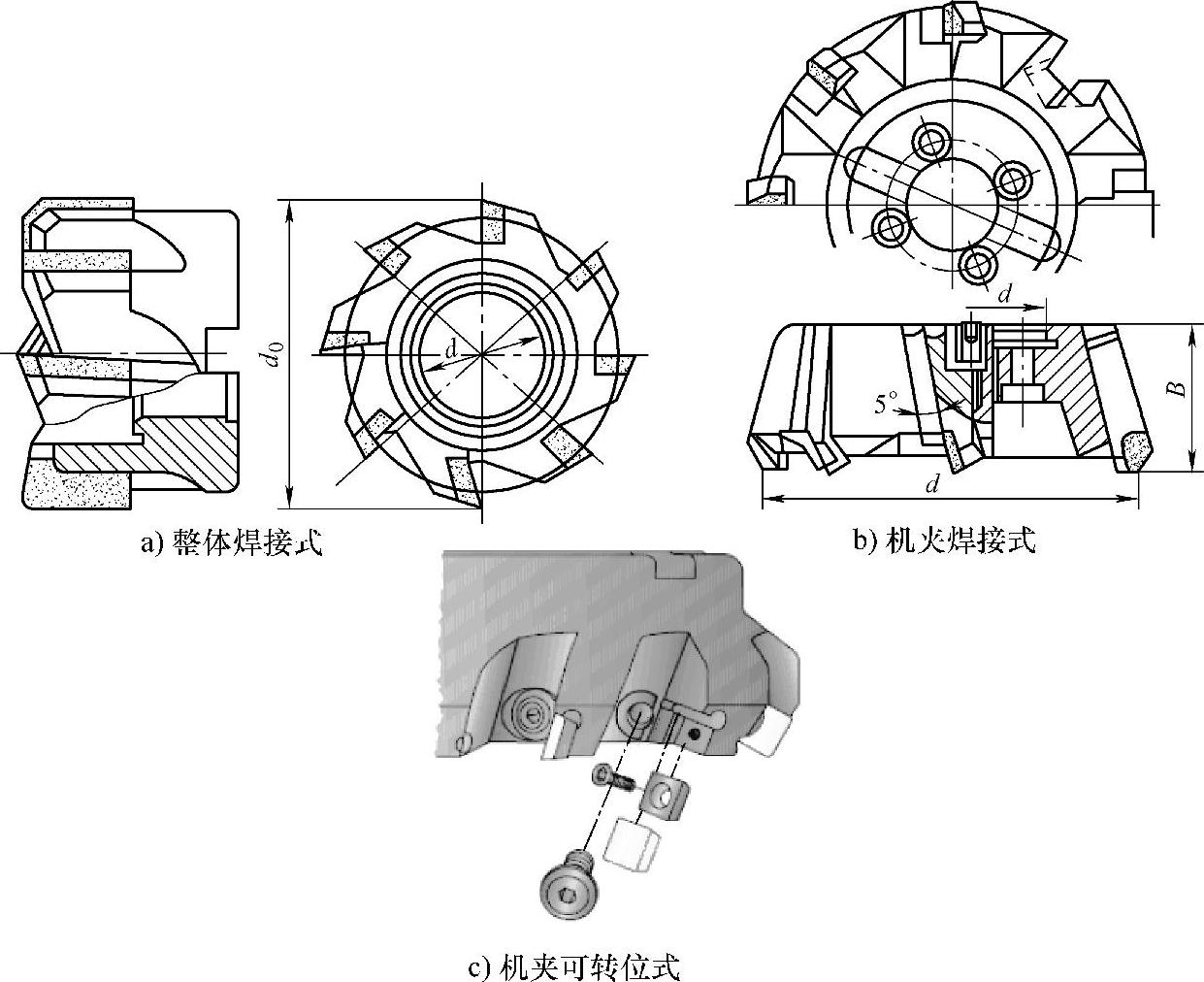
常用硬质合金面铣刀的种类


 客服1
客服1 