






金属切削加工是使用具有一定几何形状的刀具把工件毛坯上预留的金属材料(统称余量)切除,获得图样所要求零件的过程。切削运动是指在切削过程中由金属切削机床完成的刀具和工件之间的相对运动,它又可分为主运动和进给运动。
(1)主运动 由机床或人力提供的刀具与工件之间的相对运动。一般来说,它是速度最高、消耗功率最大的运动。例如,外圆车削时工件的旋转运动、平面刨削时刀具的往复运动及钻床上钻头和铣床上铣刀的回转运动等都是切削运动的主运动。
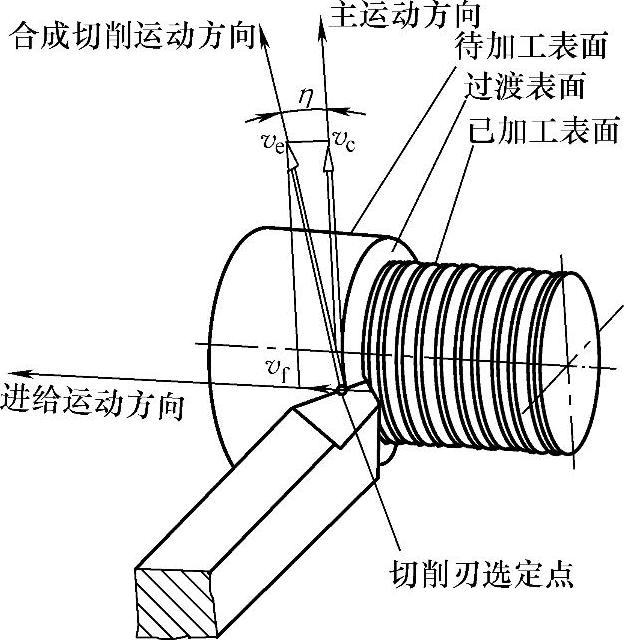
切削运动和工件表面
(2)进给运动 进给运动是由机床或人力提供的使刀具与工件间产生的附加的相对运动,加上主运动,即可不断地或连续地切除切削层,形成具有所需几何特性的已加工表面。机床的进给运动可以是连续的运动,如车削外圆时车刀平行于工件轴线的纵向运动(vf);也可以是间断运动,如刨削时刀具的横向移动。
(3)合成切削运动 当主运动和进给运动同时进行时,由主运动和进给运动合成的运动称为合成切削运动。刀具切削刃上选定点相对工件的瞬时合成运动方向称合成切削运动方向,其速度称合成切削速度。该速度方向和过渡表面相切,如图所示。合成切削速度ve等于主运动vc和进给运动vf的矢量和。
ve=vc+vf
(4)辅助运动 除主运动、进给运动以外,机床在加工过程中还需完成一系列其他的运动,即辅助运动。辅助运动的种类很多,主要包括:刀具接近工件,切入,退离工件,快速返回原点的运动;为使刀具与工件保持相对正确位置的对刀运动;多工位工作台和多工位刀架的周期换位及逐一加工多个相同局部表面时,工件周期换位所需的分度运动等。另外,机床的起动、停车、变速、换向及部件和工件的夹紧、松开等的操纵控制运动,也属于辅助运动。辅助运动是整个加工过程中必不可少的。
在切削加工过程中,工件上形成三个不断变化的表面,分别是待加工表面、过渡表面、已加工表面。
1)待加工表面指工件上即将被切除的表面。
2)过渡表面是工件上由切削刃正在形成的表面。
3)已加工表面指工件上切削后形成的表面。


 客服1
客服1 