






刀柄结构形式的选择不仅要考虑技术的先进性,而且需要经济合理,下图为微补偿攻螺纹刀柄。
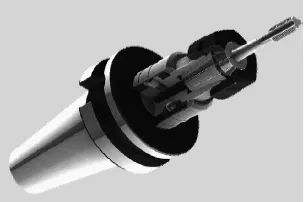
微补偿攻螺纹刀柄
产品简介 基于对机床、丝锥及加工环境等相关因素的分析研究,通过大量切削试验,成功开发出的微补偿同步攻螺纹刀柄,其不仅设计有轴向微补偿功能模块,以补偿攻螺纹过程中的误差;同时,独特的径向传扭功能模块,让攻螺纹过程顺利完成。
优势特点
(1)提高丝锥使用寿命。
(2)提升加工效率。
(3)降低加工设备精度要求。
(4)提高螺纹精度及表面质量。
(5)挤压丝锥首选。
对比试验 切削丝锥加工寿命对比试验见下表。被加工件材料:合金钢(320HBW);丝锥规格:M8×1.25。
切削丝锥加工寿命对比试验

从表可以看出,使用微补偿同步攻螺纹刀柄的刀具加工寿命为标准弹簧夹头刀柄的近两倍,有效提高了螺纹刀具的寿命。


 客服1
客服1 