






随着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数控机床的3轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周圆周运动,在垂直面内则直线移动一个螺距。目前使用的各种螺纹铣削刀具种类很多,几种常见的螺纹铣刀特点如下。
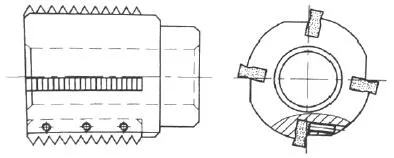
1.普通机夹式螺纹铣刀 机夹式螺纹铣刀主要用于铣削较大直径的内螺纹,也可铣削外螺纹。由于该刀片易于制造,价格较低,但抗冲击性能较整体螺纹铣刀稍差。因此,该刀具常推荐用于加工铝合金材料,其结构与普通机夹式铣刀类似,由可重复使用刀杆和可方便更换的刀片组成。在选择机夹式螺纹铣刀时,应根据被加工螺纹的直径、深度和工件材料等因素,尽量选用直径较大的刀杆和适当刀片的材质。如图所示为普通多刃机夹式螺纹铣刀。

普通多刃机夹式螺纹铣刀
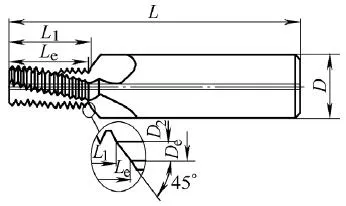
2.机夹式螺纹梳铣刀 如图为螺纹梳铣刀,其主要用于加工长度短而螺距小的三角形内圆柱螺纹和圆锥螺纹。选择螺纹梳铣刀时要注意铣刀直径的选择。铣刀与工件的接触弧很小,工件齿槽的扩大量不明显,最好选用直径较大的铣刀,但从制造方便和经济性等因素考虑,不宜选择大直径的铣刀。而在铣削内螺纹时,铣刀与工件的接触弧较长,而且随着铣刀直径的增大,接触弧会明显地增长,螺纹齿槽扩大量则显著增加。所以要选择适当直径的铣刀,铣刀直径如果选择不当,会影响螺纹牙型精度。加工不同材料时螺纹梳铣刀的前角和齿顶后角也有所不同。
螺纹梳铣刀
螺纹梳铣刀的几何参数

根据被加工零件的材质不同,螺纹梳铣刀的切削参数也有所不同,不同材质零件的切削参数选择如表所示。
不同材质零件的切削参数选择

注:以上切削参数可根据实际加工进行调整。
3.普通整体式螺纹铣刀 整体式螺纹铣刀大多采用整体硬质合金材料制造,有些还采用了涂层。整体式螺纹铣刀结构紧凑,比较适合加工中、小直径的螺纹,也有用于加工锥螺纹的整体式螺纹铣刀。此类刀具刚性较好,特别是带螺旋槽的整体式螺纹铣刀,在加工高硬度材料时可有效降低切削负荷,提高加工效率。整体式螺纹铣刀的切削刃上布满螺纹加工齿,沿螺旋线加工一周即可完成整个螺纹加工,无需像机夹式刀具那样分层加工,因此加工效率较高,但价格也相对较贵。该类丝锥常用于中小直径螺纹的加工。

普通整体式螺纹铣刀
4.带倒角功能的整体螺纹铣刀 带倒角功能的整体螺纹铣刀的结构与普通整体螺纹铣刀类似,但在切削刃的根部(或端部)有专用的倒角刃,可在加工螺纹的同时加工出螺纹端部倒角。加工倒角有3种方式,当刀具直径足够大时,可直接使用倒角刃锪出倒角。该方法仅限于加工内螺纹孔口倒角。当刀具直径较小时,可使用倒角刃通过圆周运动来加工倒角。但在使用切削刃根部倒角刃进行倒角加工时,要注意刀具螺纹切削部分与螺纹间应有一定间隙,以避免出现干涉现象。如加工的螺纹深度小于刀具的有效切削长度,则刀具将无法实现倒角功能,因此选择刀具时应保证其有效切削长度与螺纹深度相互匹配。
带倒角功能的整体螺纹铣刀
5.螺纹钻铣刀 螺纹钻铣刀由整体硬质合金制成,是一种中、小直径内螺纹高效加工刀具。螺纹钻铣刀可一次完成钻螺纹底孔、孔口倒角和内螺纹加工,减少了刀具使用数量。但这种刀具的缺点是通用性差,价格也比较昂贵。该刀具由头部的钻削部分、中间的螺纹铣削部分及切削刃根部的倒角刃3部分组成。钻削部分直径就是刀具所能加工螺纹的底径。螺纹加工过程见图。受钻削部分直径的限制,一把螺纹钻铣刀只能加工一种规格的内螺纹。在选用螺纹钻铣刀时,不但要考虑被加工螺纹孔规格,还应注意刀具有效加工长度与被加工孔深度的匹配,否则不能实现倒角功能。

螺纹钻铣刀
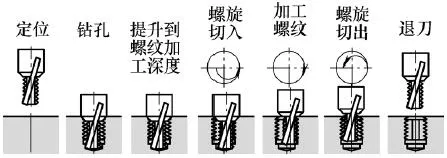
螺纹钻铣刀的加工过程
6.铣深螺纹刀具 铣深螺纹刀具是一种单齿螺纹铣刀。一般的螺纹铣刀切削刃上有多个螺纹加工齿,刀具与工件接触面积大,切削力也大,且加工内螺纹时刀具直径必须小于螺纹孔径。由于刀体直径受到限制,影响刀具刚性,且铣螺纹时刀具为单侧受力,铣削较深螺纹时易出现让刀现象,影响螺纹加工精度,因此一般的螺纹铣刀有效切削深度约为其刀体直径的2倍,而使用单齿的铣深螺纹刀具可以较好克服上述缺点。由于减小了切削力,可大幅提高螺纹加工深度(见图中L1)。
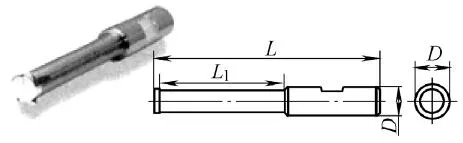
铣深螺纹刀具
7.螺纹铣削刀具 系统通用性与高效性是螺纹铣刀的一个突出矛盾,一些具有复合功能的刀具(如螺纹钻铣刀)加工效率高但通用性较差,而通用性好的刀具效率往往又不高。为解决这一问题,开发了模块化的螺纹铣削刀具系统,该刀具统一由刀柄、锪孔倒角刃及通用螺纹铣刀组成,可根据加工要求选择不同类型的锪孔倒角刃和螺纹铣刀。这种刀具系统通用性好,加工效率高,但刀具成本较高。以上概略介绍了几种常用螺纹铣削刀具的功能与特点。
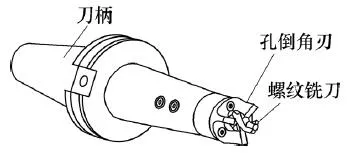
螺纹铣削刀具系统


 客服1
客服1 