






镗削刀具的选择步骤
粗镗刀的选用
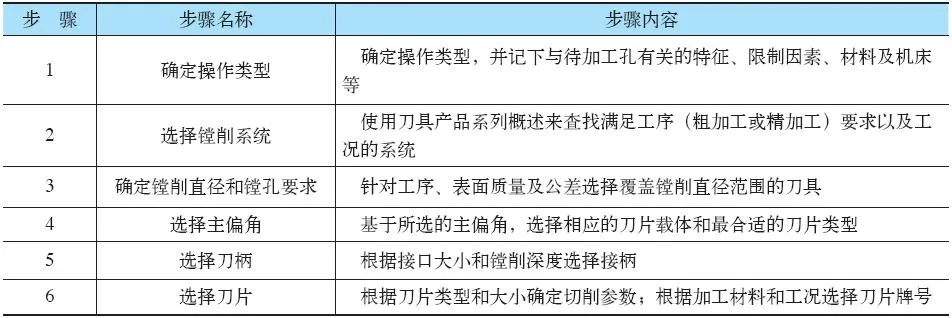
粗镗刀以高的金属去除率为目的,主要功能是提高工作效率,因此粗镗刀要有高的强度。对于精度要求不高的孔,粗镗可以作为最终的工序。对于精度要求高的孔,粗镗可以切去毛坯孔的大部分余量,提高孔的尺寸精度、降低表面粗糙度值,为半精镗和精镗做好准备。如图所示为粗镗加工中常用的刀具。
粗镗加工刀具
1.多刃镗刀 为提高镗孔效率,在低到中等功率机床、非稳定工序或大直径加工中,建议选用双刃镗刀,其两切削刃事先可调整到被加工孔的尺寸。双刃镗刀加工精度可控制到IT9级。在中型和大型功率机床,建议使用三刃镗刀,其加工效率更高,镗削加工精度可达到IT9级。如图所示分别为双刃和三刃镗刀。

双刃镗刀

三刃镗刀
2.重载镗刀 对于大型、重载镗削作业,可选用如图5-48所示的大型、重载镗刀。此外还可选用带刀夹和可调整加长滑板的镗刀头,可装粗镗头。
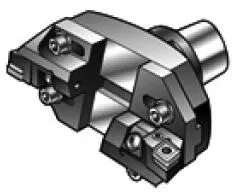
重载镗削刀具
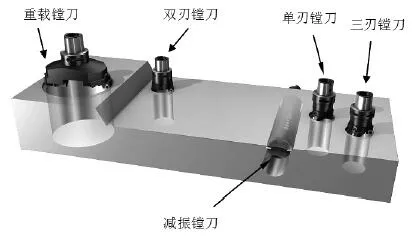
3.阶梯镗刀 对余量较大的孔或需要加强切屑控制及偏心孔的加工时,可选用如图所示的阶梯式镗刀。在刀座滑块与刀体之间加上不同厚度的刀垫,使得3个刀片分别加工不同直径、不同深度的三层台阶面。
阶梯镗刀
4.可转位式深孔镗刀 当要加工直径在φ30mm以上的深孔时,建议使用可转位深孔镗刀。其切削部分的几何角度选取如下。
(1)前角γo、后角αo和副后角αo′的选取如表所示。
前角、后角和副后角的选择

(2)主偏角κr、副偏角κr′和刃倾角λs。主偏角κr一般取45°~65°为宜,背吃刀量大时,κr取大值,反之取小值。副偏角κr′一般取3°~5°,深孔镗刀可以不磨修光刃和刃带,刃倾角λs一般取0°。
精镗刀的选用
1.单刃镗刀 当机床功率低而需要降低切削力、存在振动问题时,单刃镗刀是合适的选择。其能实现小公差、精确的圆度或理想的表面质量。
2.微调镗刀 在精镗加工中,为了使孔获得高的尺寸精度,要求镗刀能较方便而精确地调整尺寸。微调镗刀可以在机床上精确地调节镗孔尺寸。
3.浮动镗刀 单件、小批生产,加工直径较大的孔,选择浮动镗刀是比较合适的。
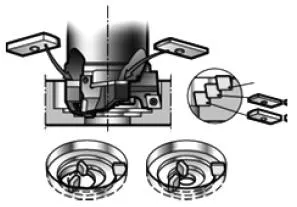
4.减振镗刀 当刀具悬伸为5倍刀具直径及以上时,振动通常是机床实现高生产效率的限制因素;从而只能降低切削速度、进给量和背吃刀量。这时建议使用减振镗刀,该刀具具有减振系统,可将振动减至最低,从而可以增加切削参数,同时实现更加可靠的无振动加工过程、小公差、理想的表面质量和显著提高的金属去除率。

精加工用减振镗刀


 客服1
客服1 