






模具加工中不同加工阶段选用的刀具结构也不同,模具粗加工和精加工可选用刀具的结构如图所示。
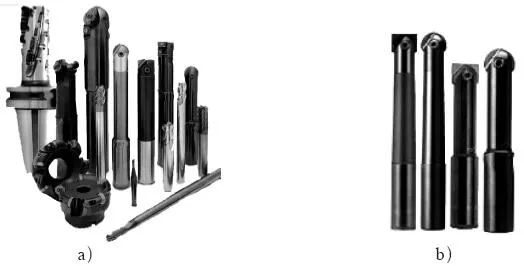
适用于不同加工阶段的刀具结构
a)模具粗加工用刀具 b)模具精加工用刀具
中小型毛坯的加工可采用先进的刀具进行加工,从而提高了加工质量和生产效率。大型模具应根据模具尺寸大小不同,粗精加工要求不同,加工部位不同,选择使用相应立铣刀。小型模具如手机模具加工,多用整体立铣刀加工,大型模具加工如保险杠注射型腔,因考虑经济性及提高加工效率,多使用带可转位刀片的机夹式立铣刀,而精加工一般多用整体立铣刀。
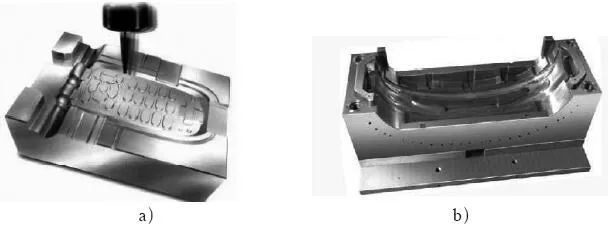
模具加工
a)小型模具,手机模具加工 b)大型模具,汽车保险杠注射型腔加工
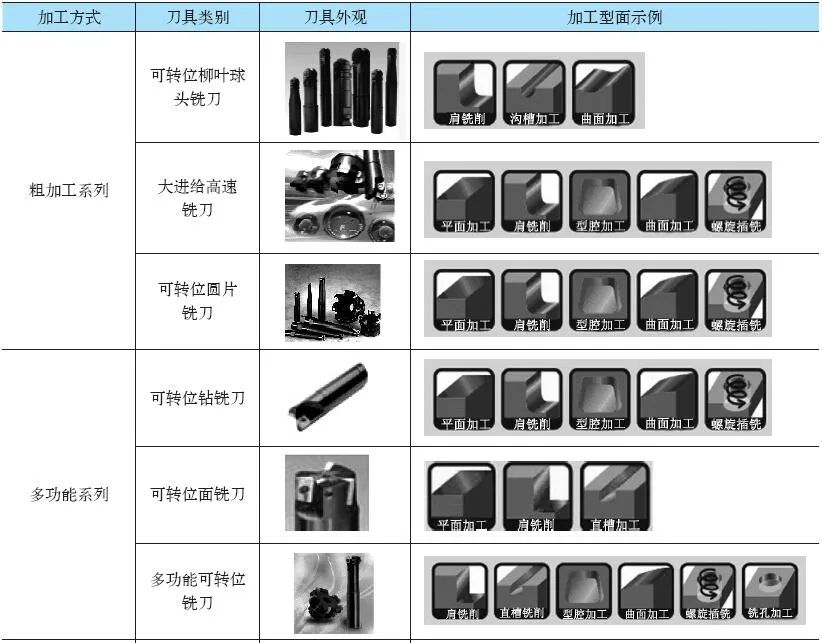
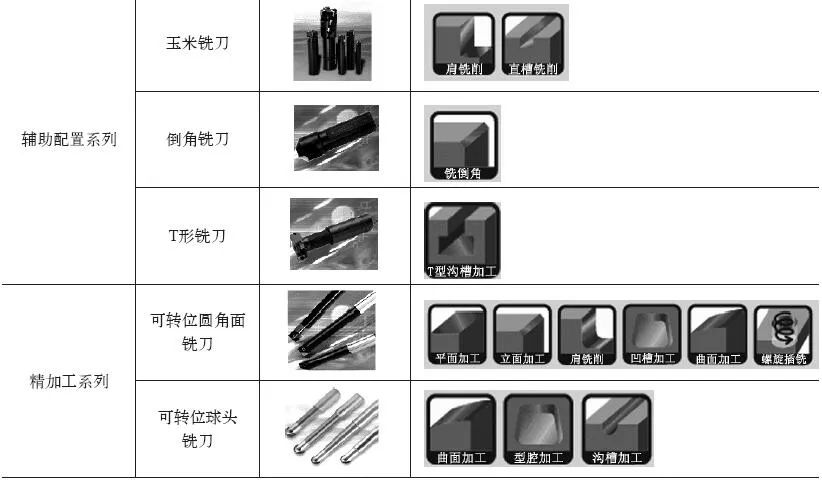
下表总结了适用于不同模具型面的不同结构的模具铣刀。根据不同的模具型面特点,正确和合理的选择可大大提高模具铣削加工效率并减少刀具的浪费,降低生产成本。
适用于不同模具型面的不同结构的模具铣刀
模具粗加工的主要目标是追求单位时间内的金属去除率,并为半精加工准备工件的几何轮廓。模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀。在模具粗加工、半精加工中主要进行大进给高效经济加工,可使用可转位刀片铣刀及大进给高速铣刀等。其中大进给高速铣刀可以在非常高的切削参数下进行切削,其工作台进给非常高,但切削厚度小,属于大进给但小背吃刀量,切削力主要产生在轴向上,可降低振动趋势并获得很高的金属去除率。
(1)粗加工、半精加工不同型面加工时铣刀选用要点
1)粗加工较大的型面(平面,斜面等),应选用可转位刀片立铣刀、面铣刀、大进给高速铣刀。
2)粗加工、半精加工较小型面,应选用带圆刀片立铣刀,圆形刀片的圆弧半径大,刀片强度大。
3)粗加工、半精加工更小的型面,应选用可转位刀片球头立铣刀,刀片形状可选用柳叶形,切削力小,加工效率高。
曲面精加工时采用球头铣刀,球头铣刀的球半径应尽可能选得大一些,以增加刀具刚度,增加散热性,降低表面粗糙度值。一般情况下,精加工曲面的曲率半径应大于刀具半径的1.5倍,以避免进给方向的突然转变。但加工凹圆弧时的铣刀球头半径必须小于被加工曲面的最小曲率半径,球头铣刀进行曲面半精铣和精铣;小直径球头铣刀可以精铣陡峭面/直壁的小倒角。
但是,采用球头铣刀通过加大背吃刀量来提高加工效率时,加工后工件上会留下明显的切削残留部分,这将增加后续精加工刀具的加工负荷。虽然粗加工效率很高,但会降低后续工序的加工效率。
(2)精加工不同型面时铣刀选用要点
1)精加工较大的型面可选用可转位刀片式球头精加工立铣刀,实现高精度加工;精加工较小的型面可选用整体球头立铣刀实现高精加工。
2)微小圆弧R部的精加工,可选用高精度球头铣刀,实现高精加工。

高精度球头铣刀
3)微小尺寸宽度的深沟槽及边角部位,在每一个工件的清根、清角加工时,可选用小直径的整体硬质合金刀具。

小直径的整体硬质合金铣刀


 客服1
客服1 