






CBN刀具在什么情况下需要替换?
在刀片有破损的情况下需要替换,如崩刃、剥落、碎断、裂纹等,一般出现在断续切削工况。还有其他情况,如加工后的工件尺寸超差,表面光洁度达不到图纸要求等,出现以上情况时,刀片刀尖已经出现了磨损情况,需要替换新的刀片加工工件。
(1)崩刃
这是CBN刀具断续加工钢和铸铁时常见的一种破损形式。它是在切削刃上产生的小缺口,刀刃上几个小缺口或被崩掉一小块。如微崩刃的刀具在允许的磨损限度内还能继续切削,超差则需要更换。

(2)剥落
铣削钢和铸铁端面时,在前刀面上常出现的贝壳状剥落。出现此类情况,可通过提高切削速度、降低进给量,使用有负倒棱、刃口经过钝化处理的刀片。
(3)碎断
CBN刀具连续切削高硬度材料或者断续切削工件时常发生的破损形式,这是由于断续切削高硬度工件时冲击载荷过大、短时间切削后即发生的早期破损,虽然切削条件适当,但切削较长时间后,没有及时换刀,由于刀具材料疲劳就发生了大块的断裂。
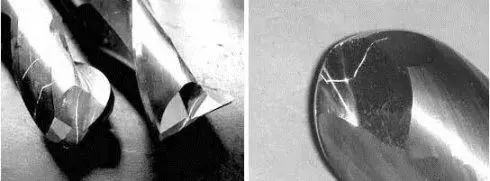
(4)裂纹
CBN刀具在较长时间的断续切削后,有因机械冲击而引起的平行于切削刃的机械疲劳裂纹,也有因热冲击而引起的垂直于或倾斜于切削刃的裂纹。当这些裂纹不断扩展合并后,就引起刀刃碎裂或断裂。
(5)磨损
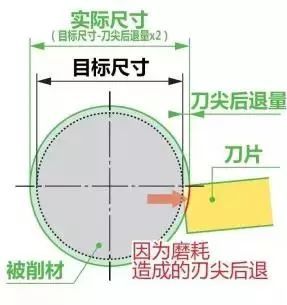
A:后刀面磨损:最常见的磨损形式,是刀具与工件材料中的硬粒子摩擦形成的,磨损严重则会致使被加工工件的表面粗糙度和尺寸精度超差,需替换新的CBN刀片。
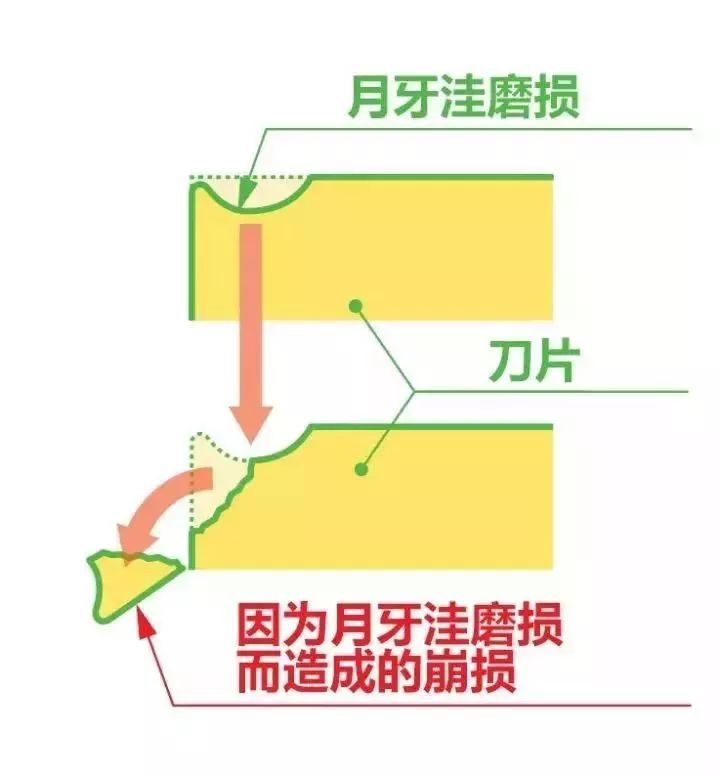
B:月牙洼磨损:发生在刀片的前刀面,是由工件材料和切削刀具之间的化学反应造成的。月牙洼磨损会导致切屑处理恶化,影响已加工表面质量,而且过大的月牙洼磨损会削弱切削刃并可能导致断裂。
C:压力面磨损:主要原因是因为切削速度太快,进给量太大,刀具后角太小而造成压力面磨损。
D:边界磨损:主要原因是主偏角太大,进给量太大,切削速度太低造成边界磨损。


 客服1
客服1 