






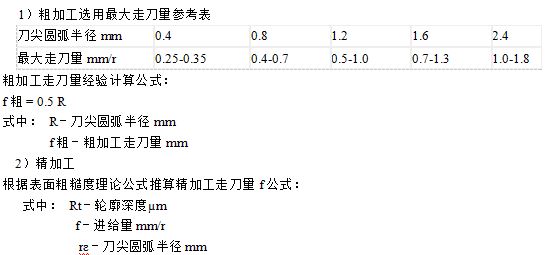
粗加工时按刀尖圆弧半径选择刀具最大走刀量,或通过经验公式计算刀具走刀量;精加工时按工件表面粗糙度要求计算精加工走刀量。
四、其他因素对表面粗糙度的影响
(1)工件材料性质的影响
一般加工塑性材料时,由于刀具对加工表面的挤压和摩擦,会产生塑性变形,最后导致表面粗糙度值较大;而脆性材料加工时塑性变形小,容易达到表面粗糙度的要求。为了减小加工表面粗糙度值,常在切削加工前对材料进行调质或正火处理,以获得均匀细密的晶粒组织和较高的硬度。
(2)切削液的影响
选用合理的切削液,可以减少切屑、刀具、工件接触面间的摩擦 ,降低切削区温度,使切削区金属表面的塑性变形程度下降,抑制积屑瘤的产生,因此可大大减小表面粗糙度值。


 客服1
客服1 