






金属切削过程是机械制造过程的一个重要组成部分。金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和表面粗糙度都符合要求的零件的过程。在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以及有关刀具的磨损与刀具寿命、卷屑与断屑等。对这些现象进行研究,揭示其内在的机理,探索和掌握金属切削过程的基本规律,从而主动地加以有效的控制,对保证加工精度和表面质量,提高切削效率,降低生产成本和劳动强度具有十分重大的意义。总之,金属切削过程的优劣,直接影响机械加工的质量、生产率与生产成本。因此,必须进行深入的研究。
一、切屑形成过程及变形区的划分
1、切削变形 金属的切削过程与金属的挤压过程很相似。金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属内部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。
2、变形区的划分 大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。切削层的金属变形大致划分为三个变形区:第一变形区(剪切滑移)、第二变形区(纤维化)、第三变形区(纤维化与加工硬化)。

3、切屑的形成及变形特点
1) 第一变形区(近切削刃处切削层内产生的塑性变形区)金属的剪切滑移变形
切削层受刀具的作用,经过第一变形区的塑性变形后形成切屑。切削层受刀具前刀面与切削刃的挤压作用,使近切削刃处的金属先产生弹性变形,继而塑性变形,并同时使金属晶格产生滑移。
在下图中,切削层上各点移动至AC线均开始滑移、离开AE线终止滑移,在沿切削宽度范围内,称AC是始滑移面,AE是终滑移面。AC、AE之间为第—变形区。由于切屑形成时应变速度很快、时间极短,故AC、AE面相距很近,一般约为0.02一0.2mm,所以常用AB滑移面来表示第—变形区,AB面亦称为剪切面。
剪切面AB与切削速度Vc之间的夹角 称为剪切角。作用力Fr与切削速度Vc之间的夹角ω称为作用角。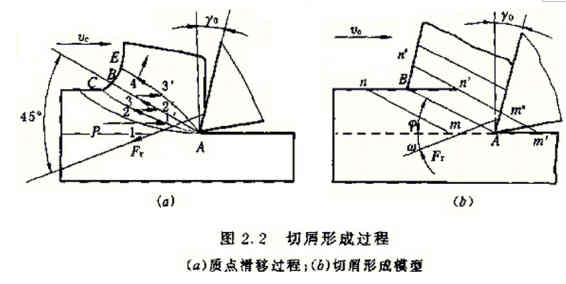
第一变形区就是形成切屑的变形区,其变形特点是切削层产生剪切滑移变形。
2) 第二变形区(与前刀面接触的切屑层产生的变形区)内金属的挤压磨擦变形
经过第一变形区后,形成的切屑要沿前刀面方向排出,还必须克服刀具前刀面对切屑挤压而产生的摩擦力。此时将产生挤压摩擦变形。
应该指出,第一变形区与第二变形区是相互关联的。前刀面上的摩擦力大时,切屑排出不顺,挤压变形加剧,以致第一变形区的剪切滑移变形增大。
3) 第三变形区(近切削刃处已加工表面内产生的变形区)金属的挤压磨擦变形
已加工表面受到切削刃钝圆部分和后刀面的挤压摩擦,造成纤维化和加工硬化。
二、切削变形程度的度量方法
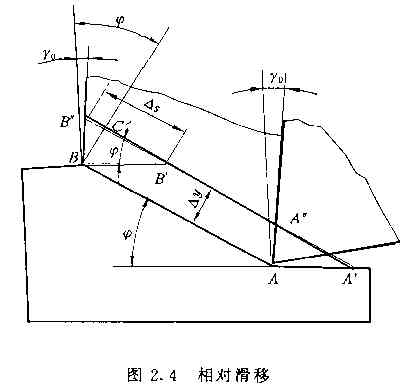
1、相对滑移ε
相对滑移ε是用来量度第1变形区滑移变形的程度。如右图,设切削层中A'B'线沿剪切面滑移至A"B"时的距离为△y,事实上△y很小,故可认为滑移是在剪切面上进行,其滑移量为△s。则相对滑移ε表示为:

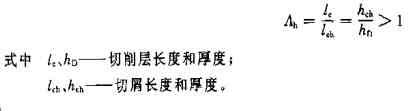
2、 变形系数∧h
变形系数∧h是表示切屑的外形尺寸变化大小的一个参数。如右图所示,切屑经过剪切变形、又受到前刀面摩擦后,与切削层比较,它的长度缩短、厚度增加,这种切屑外形尺寸变化的变形现象称为切屑的收缩。
变形系数∧h表示切屑收缩的程度,即
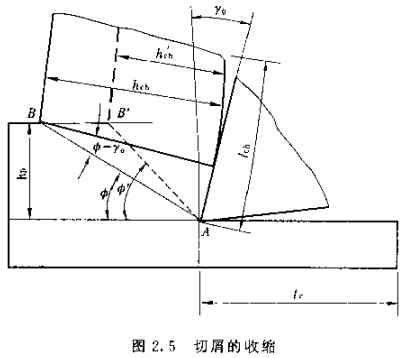
从上图可知,剪切角 变化对切屑收缩的影响, 增大剪切面AB减短,切屑厚度hch减小,故∧h变小。它们之间的关系如下:
从上面两个公式可知,剪切角 与前角γ0是影响切削变形的两个主要因素。如果增大前角γ0和剪切角 ,使相对滑移ε、变形系数∧h减小,则切削变形减小。
注意:由于切削过程是一个非常复杂的物理过程,切削变形除了产生滑移变形外,还有挤压、摩擦等作用,而ε值主要从剪切变形考虑;而∧h主要从塑性压缩方面分析。所以,ε与∧h都只能近似地表示切削变形程度。
三、剪切角的确定
剪切角 是影响切削变形的一个重要因素。若能预测剪切角 的值,则对了解与控制切削变形具有重要意义。为此,许多学者进行了大量研究,并推荐了若干剪切角 的计算式。
从上面公式可看出: 与γ0、β有关。增大前角γ0、减小摩擦角β,使剪切角 增大,切削变形减小,这一规律已被普遍用于生产实践中。
从上面公式也可看出:第2变形区产生的摩擦对第1变形区剪切变形的影响规律。
四、积屑瘤的形成及其对切削过程的影响
在切削速度不高而又能形成连续切屑的情况下,加工一般钢料或其它塑性材料时,常常在前刀面处粘着一块剖面有时呈三角状的硬块。这块冷焊在前刀面上的金属称为积屑瘤(或刀瘤)。它的硬度很高,通常是工件材料的2—3倍,在处于比较稳定的状态时,能够代替刀刃进行切削。
1、积屑瘤是如何形成的?
1)切屑对前刀面接触处的摩擦,使前刀面十分洁净。
2)当两者的接触面达到一定温度同时压力又较高时,会产生粘结现象,即一般所谓的“冷焊”。切屑从粘在刀面的底层上流过,形成“内摩擦”。
3)如果温度与压力适当,底层上面的金属因内摩擦而变形,也会发生加工硬化,而被阻滞在底层,粘成一体。
4)这样粘结层就逐步长大,直到该处的温度与压力不足以造成粘附为止。
2、形成积屑瘤的条件:
主要决定于切削温度。此外,接触面间的压力、粗糙程度、粘结强度等因素都与形成积屑瘤的条件有关。
1)一般说来,塑性材料的加工硬化倾向愈强,愈易产生积屑瘤;
2)温度与压力太低,不会产生积屑瘤;反之,温度太高,产生弱化作用,也不会产生积屑瘤。
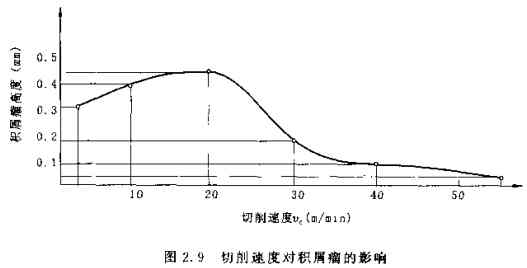
3)走刀量保持一定时,积屑瘤高度与切削速度有密切关系。
3、积屑瘤对切削过程的影响
1)实际前角增大
它加大了刀具的实际前角,可使切削力减小,对切削过程起积极的作用。积屑瘤愈高,实际前角愈大。
2)使加工表面粗糙度增大
积屑瘤的底部则相对稳定一些,其顶部很不稳定,容易破裂,一部分连附于切屑底部而排出,一部分残留在加工表面上,积屑瘤凸出刀刃部分使加工表面切得非常粗糙,因此在精加工时必须设法避免或减小积屑瘤。
3)对刀具寿命的影响
积屑瘤粘附在前刀面上,在相对稳定时,可代替刀刃切削,有减少刀具磨损、提高寿命的作用。但在积屑瘤比较不稳定的情况下使用硬质合金刀具时,积屑瘤的破裂有可能使硬质合金刀具颗粒剥落,反而使磨损加剧。
4、防止积屑瘤的主要方法
1)降低切削速度,使温度较低,粘结现象不易发生;
2)采用高速切削,使切削温度高于积屑瘤消失的相应温度;
3)采用润滑性能好的切削液,减小摩擦;
4)增加刀具前角,以减小切屑与前刀面接触区的压力;
5)适当提高工件材料硬度,减小加工硬化倾向。
五、切削变形变化规律
从相对滑移ε、变形系数∧h计算式中可知,剪切角 与前角γ0是影响切削变形的两个主要因素。如果增大前角γ0和剪切角 ,使相对滑移ε、变形系数∧h减小,则切削变形减小。
1、前角:增大前角γ0,使剪切角 增大,变形系数∧h减小,因此,切削变形减小。
生产实践表明:采用大前角刀具切削,刀刃锋利、切入金属容易,切屑与前刀面接触长度减短、流屑阻力小,因此,切削变形小、切削省力。
2、切削速度:切削速度Vc是通过积屑瘤使剪切角 改变和通过切削温度使摩擦系数μ变化而影响切削变形的。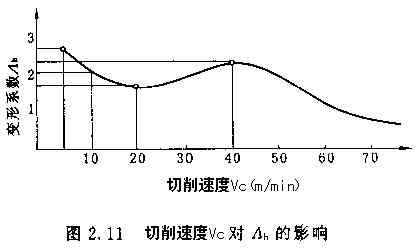
3、进给量:进给量f增大,使变形系数∧h减小。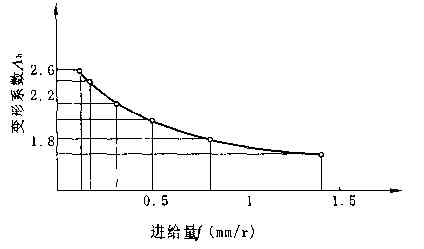
4、工件材料:工件材料硬度、强度提高,切削变形减少。


 客服1
客服1 