






随着航空航天工业、兵器工业、机械工业的发展,对产品零部件材料的性能有了更高要求,同时也出现了各种高强度、高硬度、高脆性的工程材料,材料性能提高的同时给加工带来了困难,例如高温合金在高温下具有优良的热强度、热稳定及热疲劳性能,采用常规切削方法刀具磨损严重,表面质量差;工程陶瓷硬度高、耐磨损、耐腐蚀,目前通常采用磨削加工,生产率低,成本高,砂轮损耗大。
激光加热辅助切削技术特点
LAM(加热辅助切削)技术是将高功率激光束聚焦在切削刃前的工件表面,将工件局部加热到很高的温度,在材料被切除前的短时间内,其切削性能发生改变,之后采用刀具进行加工。通过对材料加热,提高材料的塑性,使屈服强度降低到断裂强度以下,降低切削力,减小刀具磨损,防止切削振颤,从而达到提高加工效率、降低成本、提升加工表面质量的目的。
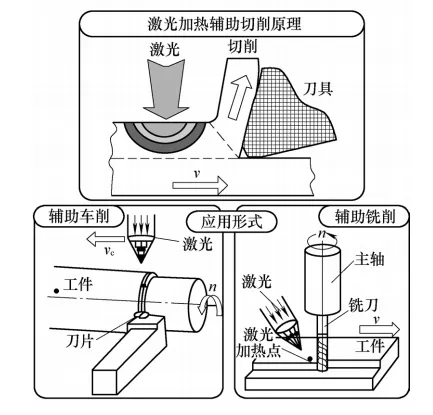
激光加热辅助切削原理
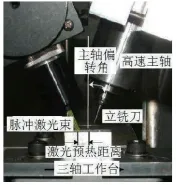
激光加热辅助切削装置
激光的特点是相干性好,聚焦性强,功率密度高,是适合LAM的理想热源,选择合适的激光器与激光参数,对LAM加工至关重要,在早期的研究中,功率大,技术成熟的二氧化碳激光器是主要的光源,但是由于金属材料对二氧化碳激光的吸收率比较低,导致其经济性差,随着激光技术的发展,激光器功率提高,设备的成本降低,尤其工程陶瓷材料的应用,激光加热效率显著提高。陶瓷材料对二氧化碳激光的吸收率可达85%以上,因此加工陶瓷等非金属材料通常选用二氧化碳激光作为光源。与二氧化碳激光器相比,YAG(钇铝石榴石)激光器输出波长短,有利于金属材料对激光的吸收,而且适于光纤传导,光学传输部分得到简化,能够方便地与传统机床集成,逐渐替代了二氧化碳光源。
高功率半导体激光器(high power diode laser,HPDL)具有波长小、金属材料吸收率高的优点,并且电-光能的转化效率高,运行费用少,冷却系统要求低,激光头与外围设备的体积大大减小,更适用于LAM技术的工业应用。
车削是主要的激光加热辅助加工方式,车削时车刀相对机床是静止的,激光与车床整合相对容易,通过调整光纤头与反射镜的位置可以改变激光光斑直径、激光入射角、激光与刀具之间的距离。与加热辅助车削相比,辅助铣削方面的研究较少,首先,铣削是一个间歇切削过程,铣削加工过程复杂,影响因素多,容易引起刀具损坏;另外,由于铣刀在加工过程中是旋转的,切削层的位置是周期变化的,因此将激光束与铣床结合相对困难。
激光加热辅助加工不只局限于车削、铣削,许多学者还将其他加工方式与激光加热辅助相结合,如 刨削、磨削、钻削以及抛光等加工方式。激光加热辅助切削高温合金取得了明显成效。难加工材料,如Inconel718的常规切削速度只有12~30m/min,而采用激光加热辅助切削,其切削速度可以达到500m/min。采用激光加热辅助切削时,切削力与常规相比可下降30%~60%,刀具寿命延长2~10倍。激光加热辅助切削使切屑形态发生转变,高硬度材料的切屑由脆性断裂变为连续状,加工件的表面质量也得到改善。
常温下热压氮化硅陶瓷材料的硬度很高,其加工方法只有磨削,加工成本占产品总成本的60%~95%。在激光加热下,氮化硅的硬度不断下降,在1300℃左右性能发生明显转变,此时可以用切削代替磨削,其切削速度可达90m/min,进给速度可达8m/min。


 客服1
客服1 