






KM工具系统是美国肯纳金属公司及德国威迪亚公司联合研制的,如图所示,最早用于车削,后来应用于旋转刀具。它的基本形状与HSK很类似,也是采用了1∶10的空心短锥配合和双面定位方式。
KM工具系统简介 KM工具系统具有高刚度、高精度、快速装夹和维护简单等优点。KM刀柄的动刚度比HSK系统更高。KM刀柄和HSK刀柄主要的差别在于夹紧机构的不同, KM刀柄是使用钢球斜面锁紧,夹紧时钢球沿拉杆凹槽的斜面被推出,卡在刀柄上的锁紧孔斜面上,将刀柄向主轴孔拉紧,刀柄产生弹性变形使刀柄端面与主轴端面贴紧。相对于HSK工具系统,KM刀柄/主轴具有更大的径向过盈量,是HSK的2~5倍,但是由于其驱动键槽较大,减小了其锥柄刚度,刀柄更易于径向弹性变形。由于专利保护,KM工具系统仅在美国和日本的某些型号的机床上得到推广应用,国内使用的还不多。

KM工具系统
KM工具系统的工作原理 KM快换工具系统分为手动、半自动及全自动工具系统。它主要由夹紧单元和切削单元组成。夹紧单元安装在机床上,其作用是作为可互换切削单元的插座,夹紧单元的夹紧方式可分为手动、半自动和全自动夹紧;切削单元可实现快速互换,换刀时,操作者只需简单地松开夹紧系统,更换新的切削单元,锁紧后即可进行加工。切削单元是一种可用于铣削、车削及其他旋转加工的紧凑的中心线性系统,该系统具有内冷结构、紧指状槽及锥面接触刀柄,可在固定或旋转的设备上手动或半自动启动。
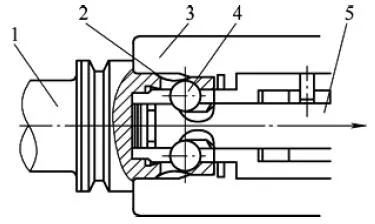
KM刀柄结构
1—KM刀柄 2—刀柄上锁紧孔 3—主轴 4—索氏体硬化钢球 5—拉杆
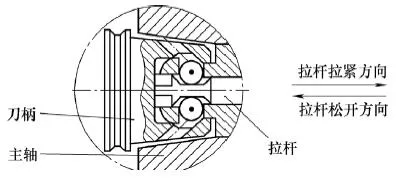
KM刀柄在拉杆上有两个对称的圆弧凹槽,该槽底为两段弧形斜面,夹紧刀柄时,拉杆向右移动时,钢球沿凹槽的斜面被推出,卡在刀柄上的锁紧孔斜面上后推动刀柄向右运动,使刀柄和主轴内孔锥面两者的锥面大端发生接触,这时主轴-刀柄副并未形成刚性连接。拉杆继续向后移动,将刀柄向主轴孔内拉紧,薄壁锥柄产生弹性变形,使刀柄端面与主轴端面贴紧。从而主轴与刀柄在两者的端面、大端、小端三处形成可靠的刚性接触。拉杆向左移动,钢球退到拉杆的凹槽内,脱离刀柄的锁紧孔,即可松开刀柄。
KM工具系统工作原理


 客服1
客服1 