






如图所示,齿轮滚刀按结构不同,可分为整体滚刀和镶齿滚刀两种。按用途可分为粗加工滚刀和精加工滚刀,按滚刀切削部分材料可分为高速钢滚刀和硬质合金滚刀;根据滚刀螺纹头数多少可分为单头滚刀和多头滚刀。此外,根据被加工工件的特点,还可对齿轮滚刀的结构和滚刀齿形几何形状做出各种各样的改进,典型的有小压力角滚刀、波形刃滚刀、不等齿高速滚刀、全切式滚刀等,以及刮前齿轮滚刀、磨前齿轮滚刀和剃前齿轮滚刀。后两种的刀齿较窄,使滚切到深度后,工件的齿厚还有磨齿或剃齿的余量。
滚刀分类
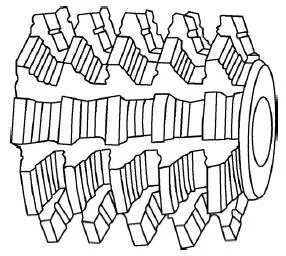
1.整体高速钢齿轮滚刀 中、小模数滚刀都做成整体结构,如图所示。整体高速钢齿轮基本形式分为两种,Ⅰ型适用于JB/T3227-2013《高精度齿轮滚刀 通用技术条件》所规定的3A级滚刀及GB/T6084-2016《齿轮滚刀 通用技术条件》所规定的2A级滚刀;Ⅱ型适用于GB/T6084-2016所规定的2A、A、B、C四种精度的滚刀。整体高速钢齿轮滚刀做成单头、右旋、零度前角、直槽形式。
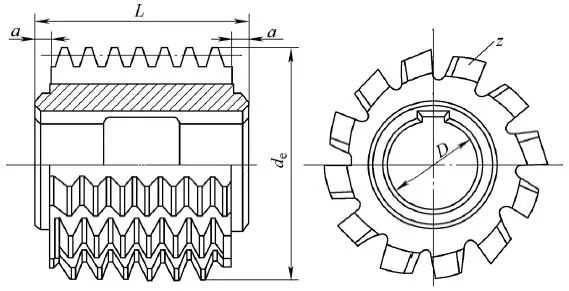
整体高速齿轮滚刀
2.镶片齿轮滚刀 大模数和中模数滚刀可做成镶片结构,一方面节省高速钢,同时还可以保证刀片的热处理性能,使滚刀寿命提高。由于锻造和热处理工艺的不断改进,模数20mm以上的镶片齿轮滚刀逐步被整体高速钢齿轮滚刀替代。
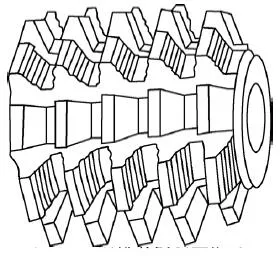
(1)镶片齿轮滚刀:下图是模数为9~40mm的镶片齿轮滚刀,其做成单头、右旋、零度前角、直槽形式,精度等级为2A、A、B,其齿形检验应采用渐开线基本蜗杆。
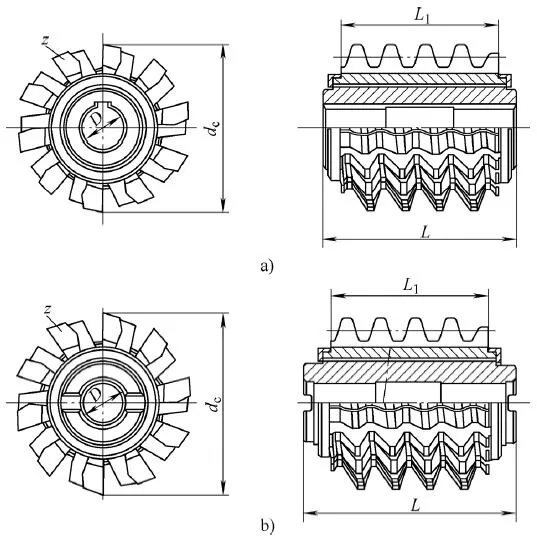
镶片齿轮滚刀
a)带轴向键槽形 b)带断面键槽形
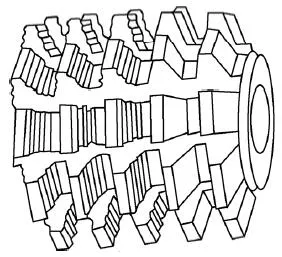
(2)正前角镶片齿轮滚刀:下图是模数为9~40mm的正前角镶片齿轮滚刀,其作成单头、右旋、顶圆处前角为7°、直槽,其齿形检验应采用渐开线基本蜗杆。
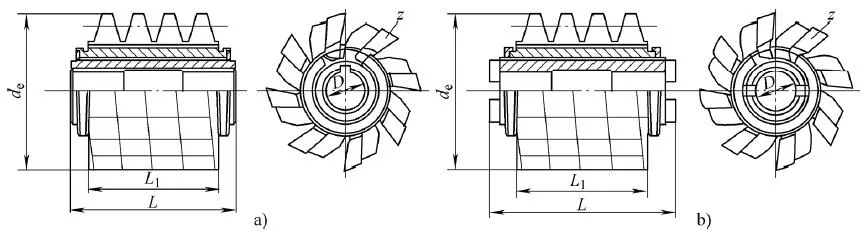
正前角镶片齿轮滚刀
a)带轴向键槽形 b)带断面键槽形
3.带切削锥滚刀 切削螺旋角较大的斜齿齿轮时,滚刀轴线倾斜角较大,滚刀在不同平面的投影长度缩短,滚刀切入齿坯的前几个齿承受过大的过载负荷,为使滚刀工作刀齿之间的负荷分配均匀些,当被加工齿轮螺旋角大于20°时,应在滚刀的一端加工出切削锥。切削锥的部位应根据被切齿轮的螺旋方向,滚刀的螺旋方向及滚切齿轮时的进给方向而定。
4.波形刃高效率粗切齿轮滚刀 粗滚齿时切屑的形状变化大,引起切削力变化大,造成机床振动,限制了粗滚齿的生产效率。滚刀齿形铲磨成波形刃后可以把切屑切下,切屑形状变化小,切削力变化小,机床振动小,可以提高切削用量,在切削硬齿面齿轮时效果更加显著。波深0.8~1.2mm,波距7~12mm,波纹和直面要圆滑连接,避免尖角。波形结构常采用以下几种:
(1)全波纹型,波纹前后交错,如图所示。
全波纹型
(2)隔排有波纹型,波纹不交错,如图所示。
隔排有波纹型
(3)带修光齿型,波纹前后不交错,如图所示。
带修光齿型
5.机夹、粘接大模数齿轮滚刀 大模数镶片齿轮滚刀,刀片重量大,需要大截面的高速工具钢锻造,而高速工具钢原材料的碳化物偏析随着截面的增加而增高,碳化物偏析高,不但用它制造的刀片寿命低,而且在锻造、热处理、磨削加工,以及在使用过程中很容易出现裂纹,故使大模数镶片齿轮滚刀价格昂贵,质量不高。机夹、粘接大模数齿轮滚刀克服了上述缺点,把一排一条刀片改变成一齿一个刀片,可用小截面高速工具钢制造大模数齿轮滚刀。
6.多头齿轮滚刀 使用多头齿轮滚刀,可以明显提高滚齿生产率,特别在滚切齿数多的斜齿轮时效果更加明显,使用与齿轮螺旋方向一致的多头滚刀时,刀架的转角比用相近直径单头滚刀要小,所以滚刀边齿的负荷也会减轻些,因此,中、小模数的多头滚刀在粗滚齿中广泛应用。滚刀头数通常采用2~3头。
随着滚刀头数的增加,切削负荷相应加大,而包络一个齿面的切削次数成比例地减少。为了提高滚刀的刚性和减少被切齿轮面的棱度,滚刀外径和孔径需相应增大,圆周齿数也应增多。还应注意:
(1)当被切齿轮齿数z2与滚刀头数z1互为质数时,滚刀圆周齿数zk与头数z1也应互为质数。这样,齿轮在滚切时滚刀的制造误差不会全部反映到齿轮上去,对提高齿轮精度有利。
(2)当齿轮齿数z2与滚刀头数z1有公因数时,滚刀圆周齿数zk也应当被滚刀头数z1整除,或有公因数,这是因为当滚刀圆周齿数不能被滚刀头数整除时,如果一个齿对准齿轮中心,则其他头的任何一齿都不能对准齿轮中心,结果造成其他齿滚出来不对称。由于多头滚刀滚齿包络齿数少,这种不对称性产生的误差往往甚为可观。在这种情况下使用多头滚刀粗滚齿,应适当地考虑滚齿留量。


 客服1
客服1 