






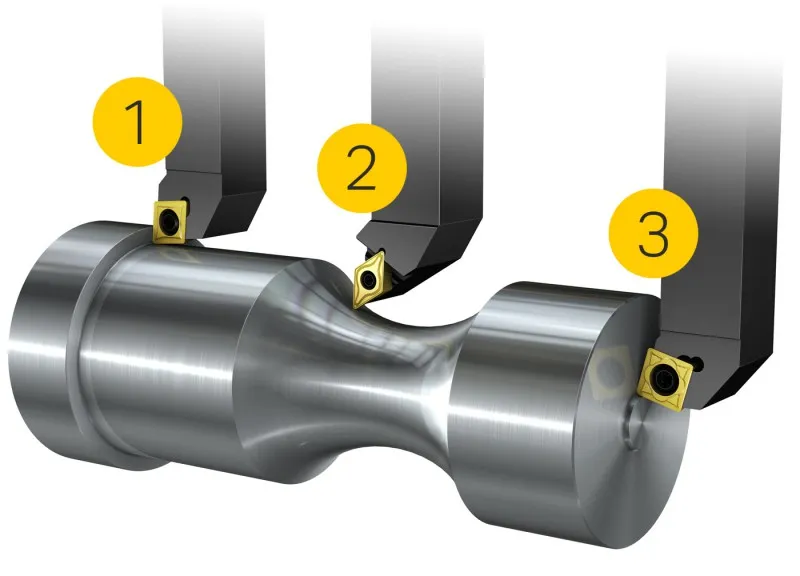
外圆车削工序用于加工工件外径。外圆车削是最广为人知、最常用的工艺之一,因此,对切屑控制、加工安全性和零件质量的要求都比较高。外圆车削的基本应用范围是纵向车削 (1)、仿形车削 (2) 和端面车削 (3)。
纵向车削

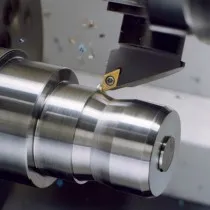
对于纵向车削,刀具进给运动沿着工件的轴线进行,这意味着工件直径将被车削至更小尺寸。这是最常见的车削工序。
选择纵向车削刀具时,建议先选择合适的刀柄夹紧系统。选择哪种系统由工序类型和 (在某种程度上) 工件尺寸决定。大型工件粗加工工序与小零件精加工工序的要求明显不同。
刀片形状
为了确保强度和成本效率,应选择适合的最大刀尖角。
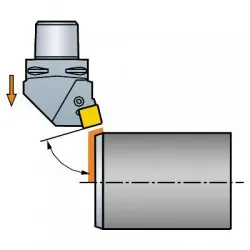
主偏角
刀具的主偏角影响切屑形状。当主偏角为90° (切入角为0°) 时,切屑厚度与进给fn相等。更小的75°-45°主偏角 (15°-45°切入角) 将减小切屑厚度从而可以实现进给增加。
刀柄
如果要在零件上加工台肩,则使用主偏角为91°-95° (切入角为-1°至-5°) 的刀具。使用C型 (80°) 刀片作为首选。
D型 (55°) 刀片能够实现仿形切削或加工退刀槽。
。



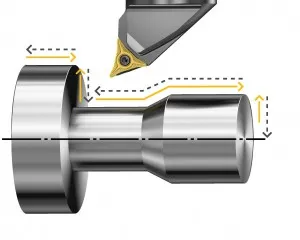
仿形车削
在仿形车削中,切削状况会随着切深、进给和切削速度而变化。由于不断改变的加工方向和直径变化,仿形车削刀具的应力和切深也会出现较大的变化。仿形车削刀具的其中一项最重要特性是可达性。
刀片形状
为了确保强度和成本效率,应选择适合的最大刀尖角,但在考虑刀尖角时必须兼顾可达性。最常用的刀尖角为35°和55°。
主偏角

分析工件轮廓以选择最适合的主偏角。工件与刀片之间至少必须保持2°的避让切削角。但是,考虑到与表面质量和刀具寿命有关的原因,建议至少使用7°主偏角 (83°切入角)。
刀柄
首选是主偏角为93° (切入角为-3°) 的刀具和D型 (55°) 刀片。如果需要更大的坡走角度,则使用V型 (35°) 刀片。
为了能够在另一个方向上进行仿形车削或加工避让槽,选择主偏角为107°-117° (切入角为-17°至-27°) 的刀柄。
端面车削
在端面车削中,刀具在工件端部沿径向进给。径向切削力较高,从而可能导致零件偏斜,有时还可能产生振动。
刀片形状
刀片形状应根据所需的主偏角以及工件对刀片可达性或通用性的要求来选择。为了确保强度和成本效率,应选择适合的最大刀尖角。
主偏角
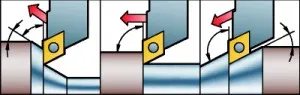
75°主偏角 (15°切入角)
减小主偏角 (增加切入角) 可将部分径向力沿轴向重新引导至夹头,以提高稳定性并减弱振动趋势。
刀柄
为了达到最佳效果,选择带方刀片和75°主偏角 (15°切入角) 的刀柄。
为了确保通用性,选择带80°菱形刀片或三角形刀片和95°主偏角 (-5°切入角) 的刀柄。


 客服1
客服1 