






可转位刀具是用机械夹固的方法将刀片夹紧在刀体上的,因此,通常按刀片在刀杆或刀体上的安装方法不同,把可转位刀片分为如下几类:
1)无孔可转位刀片。这种刀片是最早出现的形式,采用上压式结构将刀片夹紧,如图a所示。
2)圆孔可转位刀片。刀片中间有一圆柱形孔,用来将刀片安装夹紧在刀杆上,如图b所示。
3)沉孔可转位刀片。刀片夹紧时,用一沉头螺钉穿入孔内直接将刀片夹紧在刀杆或刀体上,简化了刀具的夹紧结构,如图c所示。
4)铣削用可转位刀片。为无孔刀片,目前该类刀片已制成带锥孔的用螺钉直接压紧的结构形式,刀具结构更简单、紧凑,如图d所示。
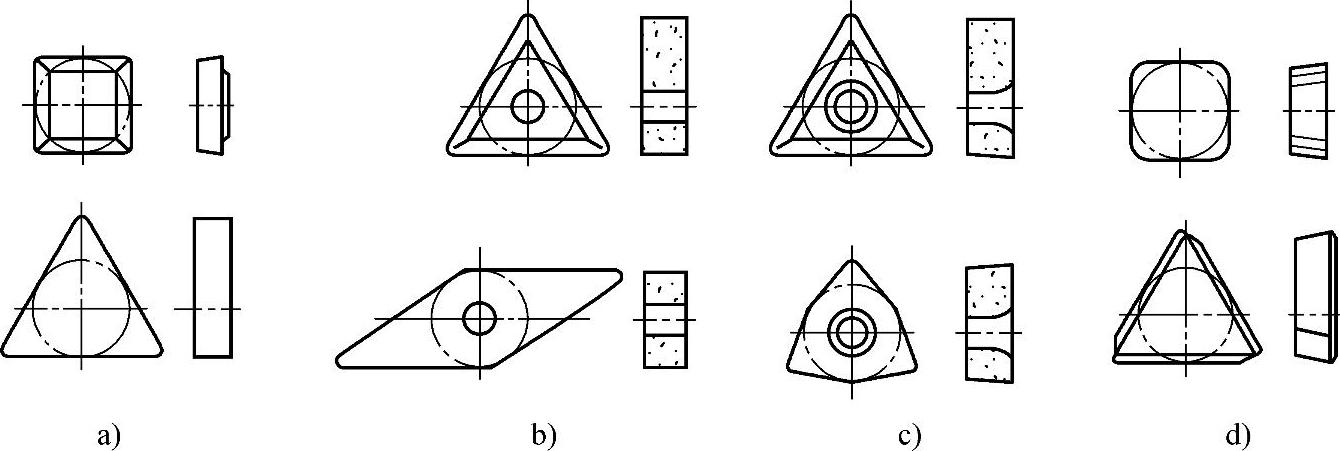
可转位刀片分类
a)无孔可转位刀片 b)圆孔可转位刀片 c)沉孔可转位刀片 d)铣削用可转位刀片
为了保证可转位刀具的刀片在转位或刀片更换后切削刃在刀体上位置不变,并具有相同的几何参数。在对可转位刀片的结构设计、几何尺寸、制造精度及选用等方面有如下基本要求:
1)刀片具有一定的制造精度,保证可转位刀片完全互换。
2)同一刀片上具有尽可能多的切削刃供转位使用,提高可转位刀片的利用率。
3)各切削刃要具有相同的几何参数,保证转位或更换后的切削效果不变。
4)刀片在刀具上定位与夹紧可靠。
5)具有足够的强度,以承受切削过程中的切削力及冲击、振动等。
6)刀片的断屑(卷屑)性能要好。
7)在保证上述要求的前提下,刀片几何形状应尽可能简单,刀片体积尽量小,以简化制造工艺,保证好的经济性。
可转位刀片的型号,刀片的定位、夹紧形式,刀垫的装夹形式等决定着可转位刀具的切削性能。因此,合理选用可转位刀片对发挥刀具的综合切削性能十分重要。


 客服1
客服1 